
關(guān)注機(jī)床行業(yè)最新資訊,如需更多信息,請(qǐng)關(guān)注我們其他的社交平臺(tái)!
現(xiàn)代機(jī)床雜志 2024 第一期

訂閱電話:010-80335298
















博特公司推出鋁合金加工用PCD整體復(fù)合刀片

一、鋁合金輪轂的發(fā)展
早在20世紀(jì)20年代德國(guó)人就用砂型鑄造生產(chǎn)了賽車用鋁輪轂,40年代中后期在轎車上應(yīng)用了鋁輪轂,50年代末開發(fā)出了鑄造整體鋁輪轂,70年代起發(fā)達(dá)國(guó)家開始大批量推廣應(yīng)用鋁輪轂。我國(guó)在80年代末開始了鋁輪轂的生產(chǎn)制造,隨著2006年我國(guó)汽車總的產(chǎn)銷量超過(guò)720萬(wàn)輛,成為世界第三大汽車生產(chǎn)國(guó)和世界第二大汽車消費(fèi)國(guó),我國(guó)汽車及摩托車鋁輪轂?zāi)戤a(chǎn)量也超過(guò)6200萬(wàn)件,是世界鋁輪轂生產(chǎn)大國(guó),并且出口份額大。

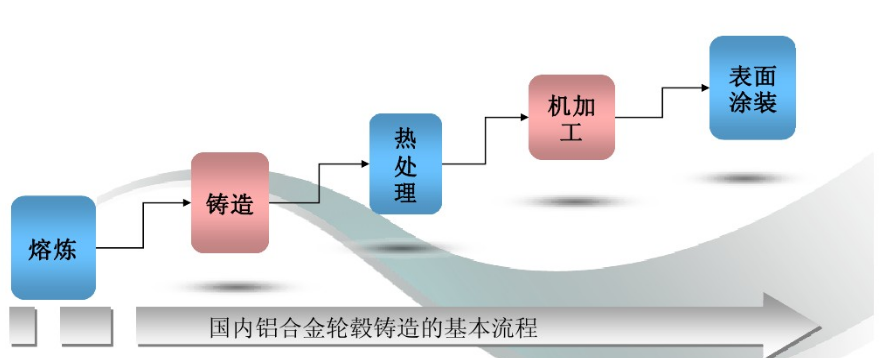
二、鋁合金輪轂的制造生產(chǎn)流程
三、鋁合金加工特點(diǎn)
1、鋁合金硬度低
相比鈦合金與其它淬火鋼,未經(jīng)熱處理鋁合金的硬度較低。普通鋁板的硬度一般都是HRC40度以下。因此在加工鋁合金時(shí),刀具的負(fù)載小。又因?yàn)殇X合金的導(dǎo)熱性能較佳,銑削鋁合金的切削溫度比較低,可以提高其銑削速度。
2、鋁用合金塑性低
鋁合金的塑性低,熔點(diǎn)也低。加工鋁合金時(shí)其粘刀問(wèn)題嚴(yán)重,排屑性能較差,表面粗糙度也比較高。其實(shí)加工鋁合金主要就是粘刀與粗糙度效果不好。只要解決粘刀,加工表面質(zhì)量這兩大問(wèn)題,鋁合金加工的問(wèn)題就迎刃而解了。
3、刀具易磨損
因?yàn)椴扇〔贿m合的刀具材料,加工鋁合金時(shí),往往因?yàn)檎车叮判嫉葐?wèn)題導(dǎo)致刀具磨損加快。
四、切削鋁合金的刀具材料
從鋁合金的切削加工性可知,無(wú)論從砂輪還是從零件的精度和表面粗糙度等方面而言,均不能采用磨削工業(yè)手段對(duì)鋁合金進(jìn)行切削加工。而無(wú)論是車(鏜)削、銑削、鉆削中的那種切削加工類型,都要求刀具耐磨,切削刃鋒銳,具有大的正前角,刀具前、后刀面表面粗糙度值盡可能小,前刀面抗粘接,排屑流暢等。為此,PCD刀具或CVD金剛石刀具是適宜的切削鋁合金的刀具材料,它們都可以保證刀具刃口鋒利且耐磨損。
針對(duì)這一應(yīng)用的特點(diǎn),鄭州博特硬質(zhì)材料研發(fā)部門投入了大量的資源首創(chuàng)高硬度,鋒利的PCD整體復(fù)合刀片,解決鋁合金輪轂的加工問(wèn)題。
五、博特PCD整體復(fù)合刀片優(yōu)勢(shì)
1、刀尖數(shù)量多
2、復(fù)合層和硬質(zhì)合金基體高溫高壓下結(jié)合,結(jié)合強(qiáng)度高。

博特首創(chuàng)PCD整體復(fù)合刀片
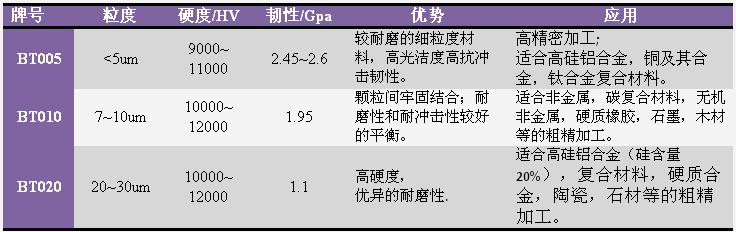
表1.可選牌號(hào)及適用范圍
- 品牌庫(kù)
- 企業(yè)庫(kù)
- 產(chǎn)品庫(kù)
- 在線招聘Works
- 技術(shù)庫(kù)
- 機(jī)床展
- 中國(guó)(天津)國(guó)際機(jī)械工業(yè)裝備博覽會(huì)將舉行
- 高性能、綠色化、智能化
- 歲月煥新 夢(mèng)啟丙午 |《現(xiàn)代機(jī)床》雜志給大家拜年啦!
- igus推出新型工程塑料滾珠軸承,為無(wú)塵室?guī)?lái)更高安全性
- 環(huán)保合規(guī):igus推出27種無(wú)PTFE且經(jīng)過(guò)PFAS檢測(cè)的新材料
- 現(xiàn)已批量生產(chǎn):igus推出新型耐用滑板輪、滑輪及滾輪適配器
- igus憑借移動(dòng)式岸電插座(iMSPO)系統(tǒng)榮獲“年度海事創(chuàng)新者”獎(jiǎng)
- 新能源汽車電動(dòng)機(jī)高精密制造技術(shù)研究與應(yīng)用
- 航空發(fā)動(dòng)機(jī)典型零件智能加工的現(xiàn)狀與思考
- 6.2%!權(quán)威解讀前三季度規(guī)上工業(yè)增長(zhǎng)
- 聚勢(shì)啟新 共創(chuàng)未來(lái) ——2025重慶市首臺(tái)(套)重大技術(shù)裝備新產(chǎn)品發(fā)布會(huì)隆重舉行

新入駐企業(yè)
-
寧波佳鈺機(jī)械設(shè)備有限公司
入駐:2026-02-23
-
無(wú)錫飛翔機(jī)床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機(jī)床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設(shè)備有限公司
入駐:2026-01-14

展會(huì)追蹤
-
2026河北國(guó)際機(jī)床展覽會(huì)
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業(yè)博覽會(huì)
舉辦:2026-04-01 至 2026-04-03
-
成都國(guó)際工業(yè)博覽會(huì)邀請(qǐng)函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國(guó)際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國(guó)際論壇
舉辦:2025-11-13 至 2025-11-14

企業(yè)專訪


















