
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















航空發動機典型零件智能加工的現狀與思考

1.序言
航空發動機作為“工業皇冠上的明珠”,既是工業技術水平的體現,也是綜合國力與國家安全保障的關鍵裝備。現代高性能航空發動機的工作環境極為苛刻,其特殊性體現在高溫、高壓、高轉速與高可靠性等多重極限工況中仍能持續工作。尤其是對葉片、整體葉盤等核心零部件而言,這些極限條件對制造技術提出前所未有的挑戰。產品普遍采用高溫合金、鈦合金等難加工材料,具有復雜幾何形貌、高材料去除率、弱剛性薄壁結構和極高的表面完整性要求,傳統加工模式難以滿足日益提高的精度與一致性要求。
在此背景下,智能加工技術作為智能制造在工藝層面的重要實踐,能夠通過構建“感知-決策-執行-學習”的閉環控制體系,實現航空發動機典型零件在加工過程中的自適應優化與質量精準控制。該技術是基于數據驅動的閉環控制范式,通過高精度多傳感器系統實現加工過程中數據的實時動態采集,結合智能數控系統與深度工藝知識庫進行系統化數據分析,并依托智能決策系統地實施工藝過程中的自適應優化與異常狀態處理,形成從數據感知到控制優化的完整技術體系架構,有效推動制造工藝模式從傳統經驗驅動向數據和知識驅動的范式轉變。這種技術變革不僅能顯著提升加工效率與質量穩定性,更能實現復雜零件制造過程的精準預測與智能控制,從根本上解決航空發動機核心零部件制造過程中的技術難題。
2.典型零件智能加工應用現狀
2.1 整體葉盤智能加工技術
整體葉盤作為航空發動機的核心零部件,在薄壁高扭曲葉片的穩定銑削中,其制造技術面臨嚴峻挑戰。切削過程瞬息萬變,導致銑削周期長、產品合格率低等問題發生,工時成本巨大。隨著整體葉盤設計不斷向輕量化和更復雜結構方向發展,對制造工藝和設備功能提出了更高要求。
國內航空發動機企業已經建立了整體葉盤的全流程數字化仿真體系,涵蓋材料成型、熱處理和機械加工等關鍵工序,實現了工藝參數對產品性能影響的預測分析。基于有限元分析的整體葉盤結構優化設計已成為實踐標準,顯著提高了產品性能和可靠性。在制造環節中,通過開發整體葉盤CAM加工系統,提高了編程效率和加工精度,部分企業的葉型加工精度已達到國際先進水平。超聲輔助加工、電解加工等特種加工技術的應用,有效解決了難加工材料的高效加工問題。在質量檢測方面,光學測量系統的引入顯著提高了整體葉盤檢測效率和精度,為質量控制提供了可靠保障。

圖1 整體葉盤在智能加工中的數字孿生實時監控系統
智能加工技術的應用使整體葉盤加工實現了質的飛躍,通過傳感和通信技術實現了加工過程實時數據的采集與分析,工藝系統能夠自動調整工藝參數,實施自適應柔性加工,有效避免了振動導致的加工失敗,顯著提升了產品質量和生產效率,為整體葉盤的高性能制造提供了強有力的技術支撐。
2.2 精鍛葉片自適應加工生產線的集成智能控制
精鍛葉片自適應加工生產線是集成了先進制造和信息技術的智能加工系統,通過機器人傳送與控制單元、物料庫單元、人工裝卸單元、加工單元和測量單元等多個功能模
塊的有機結合,實現了葉片從毛坯到成品的自動化加工流程。這種生產線以數字化、網絡化和智能化為特征,依托工業網絡將各單元連接,實現制造與執行系統對整個生產過程的統一調度和控制,形成了高效、精準的葉片制造體系。航空發動機葉片數字化生產線如圖2所示。

圖2 航空發動機葉片數字化生產線
目前,國內航空發動機企業已實現從傳統工藝向數字化加工的轉變,通過集成光學測量、自適應銑削、快換工裝、二維碼標識和SPC控制等技術,將傳統17道工序中的復雜工藝流程優化為2道主要工序的高效工藝流程。采用科學的生產線建模、布局規劃和迭代仿真方法,通過流速、流向和流量分析,滿足了產品的生產要求。在進排氣加工單元和榫根加工單元中,實現了葉片的自適應銑削加工,保證了加工質量的同時,建立了葉片制造過程的質量追溯系統,實現了全流程質量數據的采集與分析,為工藝優化提供了數據支撐,提高了生產線的質量管控能力。
2.3 航空發動機殼體零件智能加工技術
航空發動機殼體零件的智能加工是智能制造技術在航空動力領域的典型應用,通過先進數控加工技術與信息化系統的深度融合,致力于殼體零件的全流程智能化與自動化管理,以突破傳統制造模式中工序分離、信息孤島等技術瓶頸。
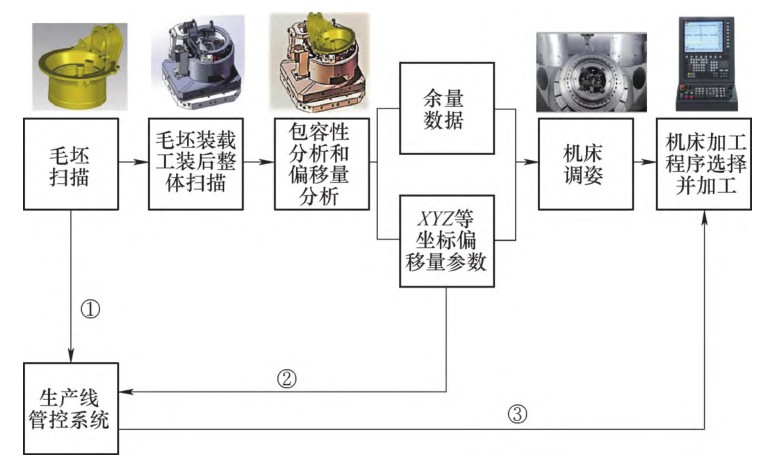
國內航空發動機制造企業基于“工況自感知-軟件自決策-機電液自執行”的閉環控制理念,成功實現了具有自主知識產權的殼體工藝裝備智能化組線。該組線創新性地開發了無附加變形的可轉位升降式液壓夾緊與對中定位裝置,集成了自動物流傳輸系統、智能托板庫等智能化單元。同時,通過海量掃描點云的快速配準技術,建立了毛坯測量點集與零件理論模型的空間映射關系,實現了數據驅動的毛坯包容性判定、加工余量均勻優化及定位參數自主辨識。此外,基于自主研發的數控系統與專用刀具,創新性地提出了鉆削、高效插削以及光整側銑的復合加工工藝,顯著提升了殼體的制造效率與表面精度,為航空發動機核心零部件制造能力的提升提供了關鍵技術支撐。殼體類零件毛坯包容性分析與自適應定位如圖3所示。
2.4 航空發動機機匣零件的特征識別與智能編程
機匣作為航空發動機的關鍵承力構件,結構復雜、加工精度要求高,傳統的特征識別與工藝編程方法存在人工識別耗時、經驗依賴度高等技術瓶頸,已無法滿足日益提高的加工質量要求,航空發動機零部件的特征識別與智能編程技術應運而生。該技術作為智能加工在航空動力領域的重要發展方向,通過特征識別算法與自動編程系統的深度融合,能夠實現航空發動機機匣等關鍵零件的數字化與智能化加工。機匣類零件孔特征自動識別與編程架構如圖4所示。
目前,航空發動機企業開展了機匣類零件的特圖3 殼體類零件毛坯包容性分析與自適應定位征識別技術研究,通過構建邊界表示模型和屬性鄰接圖,結合面屬性、邊屬性等幾何約束規則,實現了孔系、型腔等典型加工特征的自動識別與分類。同時,基于切削參數優化技術,開發了面向機匣零件的數控自動編程系統,通過集成工藝知識庫和參數優化算法,實現了最優刀具路徑與切削參數的自動生成,顯著提升了工藝設計效率,為航空發動機核心零部件的智能加工提供了有力支撐。
2.5 渦輪盤智能加工技術
渦輪盤是航空發動機的核心承力部件,在高溫、高壓環境下承受巨大的離心載荷和熱應力,其加工質量直接影響發動機的安全性和使用壽命。隨著發動機向高推重比、高可靠性方向發展,對渦輪盤的綜合性能要求不斷提高。渦輪盤智能加工技術通過多物理場仿真、等溫模鍛工藝優化與變形均勻性控制等技術融合,實現了加工過程的參數化設計與智能優化,有效解決了傳統加工中的變形不均勻和組織缺陷等問題,為高性能渦輪盤的制造提供了技術保障。
國內航空發動機企業在渦輪盤智能加工領域已經構建了系統化的技術體系,涵蓋模鍛工藝智能優化、成形過程智能模擬與變形均勻性智能控制等關鍵技術。在模鍛工藝方面,企業開發了適應高溫合金熱變形特性的非等溫模鍛工藝,通過多物理場仿真建立了半封閉模鍛工藝制造方案的同時,系統研究了坯料溫度、高徑比尺寸等因素對模鍛成形的影響規律,確立了最佳變形工藝參數。在變形均勻性控制方面,使用終鍛保溫法,對終鍛件結構和預鍛件形狀等多角度進行了工藝優化,有效改善了鍛件的整體變形均勻性。此外,針對大型渦輪盤的顯微組織缺陷,通過改進荒坯包套方法、控制壓制速度及優化鍛模結構等措施,實現了關鍵位置的晶粒細化和變形均勻。
3.典型零件智能加工面臨的主要問題
我國航空發動機制造加工雖然在數字化、網絡化和智能化方面取得顯著進展,但是整體發展不均衡,仍存在諸多亟待解決的問題。航空發動機零件智能加工面臨的主要問題可歸納為4個方面,具體如下所述。
(1)自動化水平差異顯著 航空發動機制造企業中,不同部門、工序及工藝的自動化水平呈現明顯的梯度分布,形成裝備“四世同堂”共存的技術格局。同一企業內部,既有先進高端的數控設備,又有大量依賴手工操作的傳統工藝裝備,精密打磨、裝配等關鍵工序高度依賴人工操作,工藝參數控制主要依靠操作人員的經驗判斷。這種自動化水平的非均質性特點導致制造過程中易形成多個“信息孤島”和“自動化孤島”,制約了整體智能加工水平的協同提升。
(2)數字化應用水平不均衡 航空發動機制造企業的數字化應用水平呈現顯著的異質性特征。航空發動機產品規格多樣,BOM結構復雜多變,對數字化管理提出了嚴峻挑戰。生產計劃調度和管理仍以人工經驗為主導,缺乏基于科學數據分析的智能決策支持系統。 ERP/MES、CAD、CAM、CAPP和PDM等系統之間的數據互通障礙顯著,形成多個信息孤島。數字化應用的異質性主要體現在設計、制造、裝配和測試等環節,嚴重制約了以數據為驅動的智能決策水平。
(3)全生命周期數據流貫通不足 發動機在設計、制造、測試和服役環節中的信息流尚未實現完全貫通,仍是多個相對獨立的信息域。雖然設計與制造環節初步實現了信息流貫通,但測試和服役環節仍相對獨立,未能形成貫穿產品全生命周期的數據集成管理體系。數據源的唯一性、及時性和準確性亟需提升,部分關鍵數據仍依賴手動輸入,采集效率和準確度不足。行業層面缺乏完整的數據管控策略、組織架構以及管控流程,缺少統一的數據模型定義與主數據管理標準,導致各單位數據口徑不一致,嚴重影響數據共享和高效利用。
(4)生產過程管控體系不完善 航空發動機在制造過程中,生產管控產生的干擾因素多元,人工干預頻繁,缺乏基于數據驅動的智能決策機制。設備實時優化與車間實時調控使一體化集成系統難以形成,生產過程管控高度依賴人工調整,未能實現基于數據驅動的在線學習和自適應優化,生產過程數據與產品數據、資源數據和供應數據間缺乏深度集成,難以實現全局優化。安全、高質量且高效益的智能管控集成體系尚未完全形成,導致生產效率和產品質量參差不齊。
綜上所述,我國航空發動機智能制造技術雖然已取得一定進展,但在自動化水平、數字化應用、數據流貫通及生產過程管控等方面仍存在顯著差異和系統性不足。解決這些問題,需要從戰略高度重新審視航空發動機智能制造的發展路徑,構建符合航空發動機制造特點的智能制造體系,推動航空發動機制造向數字化、網絡化和智能化方向轉型。

新入駐企業
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14
-
威海灃潤智能裝備有限公司
入駐:2025-12-29
-
煙臺杞楊機械有限公司
入駐:2025-12-29
-
江蘇匠準數控機床有限公司
入駐:2025-12-29
-
常州市格里森前進齒輪有限公司
入駐:2025-12-29

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















