
關(guān)注機(jī)床行業(yè)最新資訊,如需更多信息,請關(guān)注我們其他的社交平臺!
現(xiàn)代機(jī)床雜志 2024 第一期

訂閱電話:010-80335298
















一種臥式加工中心輔助換刀系統(tǒng)設(shè)計(jì)
臥式加工中心廣泛應(yīng)用于箱體類、多面體類零件的加工,而刀庫是臥式加工中心重要的功能部件之一,能大大節(jié)省輔助時(shí)間,提升加工效率。目前,自動換刀系統(tǒng)主要由鏈?zhǔn)降稁炫c換刀機(jī)械手,盤式刀庫與換刀機(jī)械手組成,而刀庫所裝刀長有一定限制,比如HSK-100A刀庫能容最大刀長為500mm,超過此長度無法裝入。因此,設(shè)計(jì)一種輔助換刀系統(tǒng),專門用于裝載超長、超大刀具,用于特深特征的加工,對提升加工中心的加工效率具有重要的意義。
1.臥式加工中心常用換刀系統(tǒng)
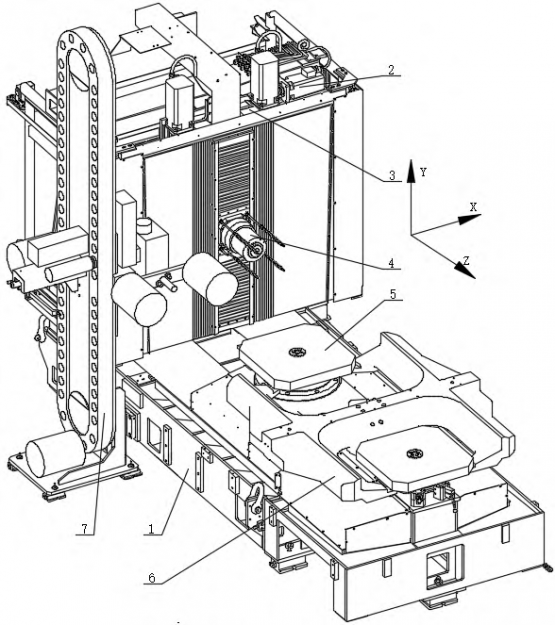
臥式加工中心主要由床身部、立柱部、滑鞍部、主軸部、工作臺部、交換站部、自動換刀系統(tǒng)組成,如圖1所示。
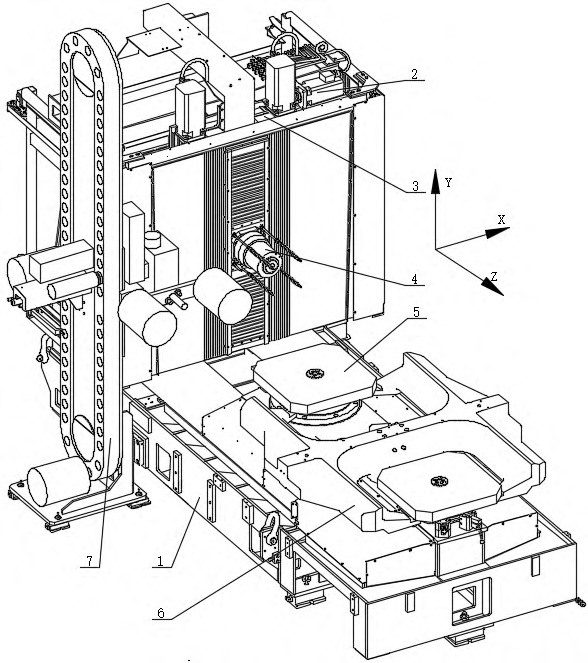
1.床身部 2.立柱部 3.滑鞍部 4.主軸部 5.工作臺部 6.交換站部 7.自動換刀系統(tǒng)
圖1 臥式加工中心結(jié)構(gòu)示意圖
而自動換刀系統(tǒng)通常由刀庫與換刀機(jī)械手組成,如圖2為鏈?zhǔn)降稁斓淖詣訐Q刀系統(tǒng),圖3所示為盤式刀庫的自動換刀系統(tǒng)。
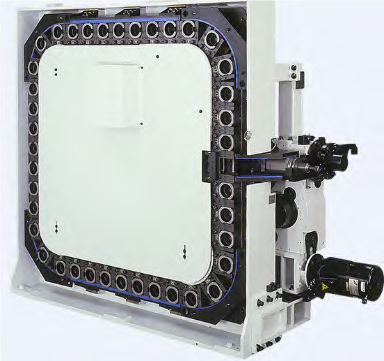
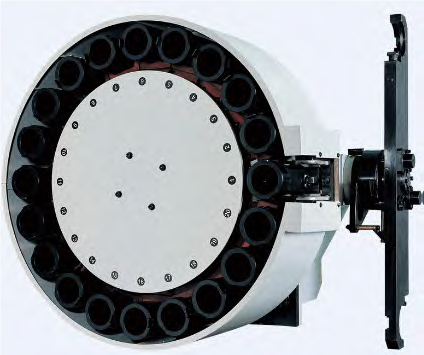
圖2 鏈?zhǔn)降稁熳詣訐Q刀系統(tǒng) 圖3 盤式刀庫自動換刀系統(tǒng)
兩種自動換刀系統(tǒng)都由刀庫與凸輪機(jī)械手組成,其中鏈?zhǔn)降稁烊萘看螅ǔ?/span>40把、60把、120把,甚至更多。而盤式刀庫存量不大,通常不超過20把。而該兩種常用的結(jié)構(gòu)型式,所裝刀具長度都有一定限制,對于加工特殊特征的超長刀具無法裝入。因此,通常需要額外的機(jī)構(gòu)實(shí)現(xiàn)對特殊刀具的儲存,有的將特殊刀具放入加工區(qū)的(如圖4所示),但放在加工區(qū)切削液及鐵屑容易進(jìn)入,所裝刀具數(shù)量有限,且影響一定的加工范圍。本文針對超長刀具,設(shè)計(jì)了一種置于加工區(qū)外側(cè)的輔助換刀系統(tǒng),用于深孔的鏜削與鉆削。

圖4 特殊刀具置于工作區(qū)示意圖
2.輔助換刀系統(tǒng)結(jié)構(gòu)設(shè)計(jì)
由于機(jī)床的主軸Z向不能運(yùn)動,且換刀位在工作區(qū)中,同時(shí)又不能影響已有的自動換刀系統(tǒng)的工作空間,因此設(shè)計(jì)了一種3自由度的輔助換刀系統(tǒng),放置于機(jī)床工作區(qū)外,固定到床身側(cè)面,此輔助換刀系統(tǒng)可以沿著X向、Y向、Z向運(yùn)動,如圖5所示。
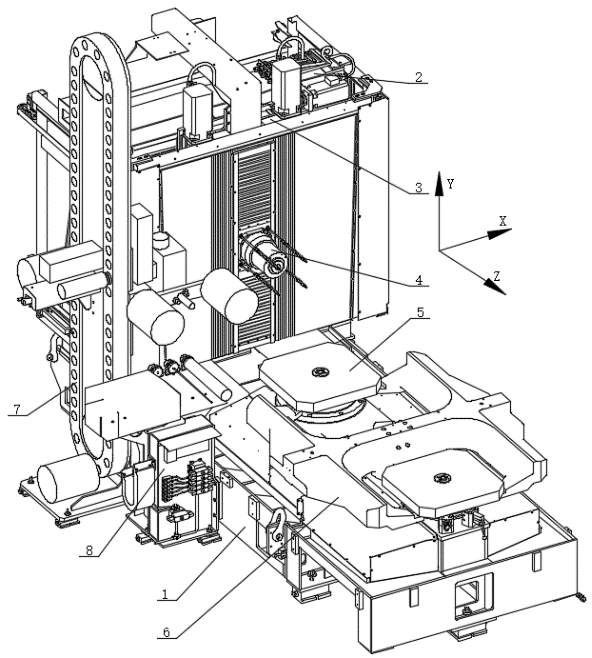
(a)含輔助換刀系統(tǒng)的臥式加工中心
1.床身部 2.立柱部 3.滑鞍部 4.主軸部 5.工作臺部 6.交換站部 7.自動換刀系統(tǒng) 8.輔助換刀系統(tǒng)
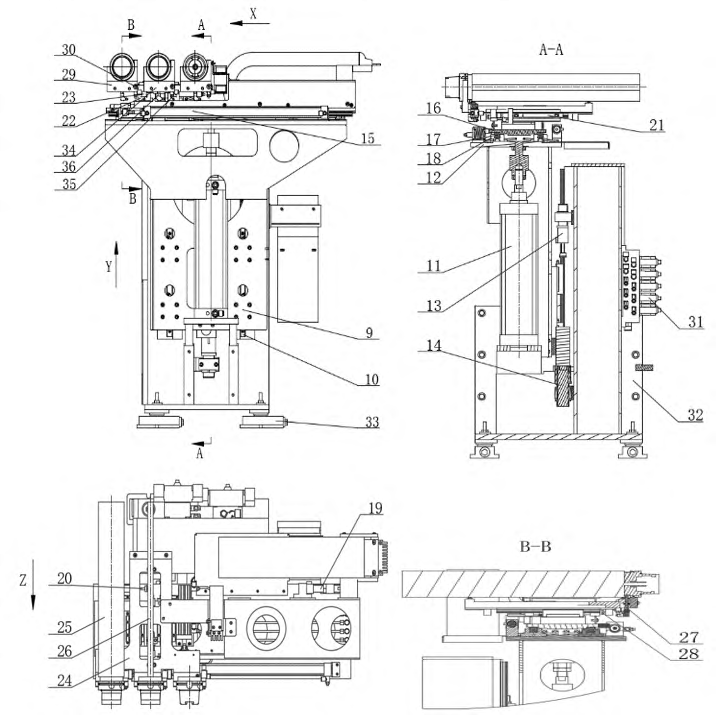
(b)輔助換刀系統(tǒng)
9.Y向滑板 10.Y向?qū)к?11.Y向氣缸 12.X向托板 13.Y向阻尼器1 14.Y向阻尼器2 15.X向氣缸 16.X向滑板 17.X向?qū)к?18.X向滑塊 19.X向阻尼器1 20.X向阻尼器2 21.Z向氣缸 22.Z向滑塊 23.Z向?qū)к?24.Z向滑板 25.加長鏜刀 26.加長鉆頭 27.接近開關(guān) 28.Z向阻尼器 29.刀座 30.清潔器 31.氣控閥 32.支撐座 33.墊鐵 34.刀座2 35.清潔器2 36.接近開關(guān)
圖5
輔助換刀系統(tǒng)主要由送刀機(jī)構(gòu)、驅(qū)動裝置、檢測裝置、刀柄清潔裝置組成。
(1)送刀機(jī)構(gòu)
送刀機(jī)構(gòu)由X、Y、Z向三個(gè)運(yùn)動軸組成,其中X向行程左右運(yùn)動為620mm,由工作區(qū)外將刀具送到工作區(qū)內(nèi)。Y向行程上下運(yùn)動為300mm,將刀具升到Y向換刀位置或降到待刀位置。Z向行程前后運(yùn)動為105mm(至少應(yīng)大于對應(yīng)刀柄長度),完成刀具的插入與拔出主軸錐孔。X向與Z向相對運(yùn)動距離較長,如采用導(dǎo)軌固定,通過滑塊運(yùn)動帶移動部件運(yùn)動,必須將滑塊固定在移動部件的末端,而使運(yùn)動部件的重心在滑塊的前端,這樣就造成移動部件運(yùn)行不穩(wěn),影響定位精度。
因此,采用滑塊固定在滑板上,導(dǎo)軌與移動部件固定的方式實(shí)現(xiàn)運(yùn)動部件的移動,保證了運(yùn)動部件的穩(wěn)定運(yùn)行及定位精度。
(2)驅(qū)動裝置
由于移動部件重量較輕,且每個(gè)軸都有固定的準(zhǔn)停位置,因此,此輔助換刀系統(tǒng)采用了氣缸驅(qū)動實(shí)現(xiàn)各軸的運(yùn)動,氣缸內(nèi)部兩端行程增加緩沖裝置,外部兩端行程末端增加磁感應(yīng)開關(guān),提供到位反饋信號。管路上增加節(jié)流閥,方便對氣缸運(yùn)動速度的調(diào)節(jié)。采用雙控電磁閥實(shí)現(xiàn)氣缸的伸縮切換。
(3)檢測裝置
該輔助換刀系統(tǒng)的檢測裝置主要有行程到位檢測開關(guān)、刀具有無檢測開關(guān)。行程到位檢測開關(guān)即為安裝于氣缸外部的,用于檢測內(nèi)部活塞位置的磁感應(yīng)開關(guān)。刀具有無檢測開關(guān)即為安裝于刀座上的,用于檢測刀柄的接近開關(guān),通過螺母可調(diào)與刀柄外圓的距離。
(4)刀柄清潔裝置
為了保證從工作區(qū)換下刀具刀柄清潔,在將刀具換到刀座前,用刀座附近的吹氣裝置對主軸中的刀柄周圍進(jìn)行吹氣,將切屑及切屑液最大程度的吹掉,有利于保護(hù)刀具錐柄清潔。
3.換刀流程
(1)主軸裝刀流程
將超長刀具,如加長鏜刀25安放到刀座29中,加長鉆頭26安放到刀座2中,刀座數(shù)量可依據(jù)所需特殊刀具數(shù)量而增加。
首先,氣控閥31中的Y向雙控閥切換到氣缸升起的一路,Y向氣缸11升起,Y向滑板9沿著Y向?qū)к?/span>10經(jīng)Y向阻尼器13停到Y向氣缸11的行程末端,Y向氣缸11外部的磁感應(yīng)開關(guān)反饋Y向滑板9到位,即刀具到達(dá)Y向換刀位置,此時(shí)換刀門打開,主軸運(yùn)行到加長鏜刀25的換刀點(diǎn)位置,同樣給出反饋信號。
然后,X向氣缸15在對應(yīng)雙控閥的控制下,X向?qū)к?/span>17帶動X向托板12伸出,經(jīng)過X向阻尼器20的緩沖,使X向氣缸15的活塞停在氣缸前端,氣缸外側(cè)磁感應(yīng)開關(guān)給出反饋信號,即將X向托板12送入到換刀點(diǎn)的X向坐標(biāo)位置,此時(shí)將刀座29附近的吹氣裝置清潔器30打開。
接下來,固定有刀座29的Z向滑板24在Z向氣缸21的驅(qū)動控制下,隨著Z向?qū)к?/span>23伸出,經(jīng)過Z向阻尼器28的緩沖,停在Z向換刀點(diǎn)的準(zhǔn)確位置,氣缸外部磁感應(yīng)開關(guān)給出反饋信號,即將刀具成功插入主軸,待接到主軸刀具夾緊信號后,證明主軸已將加長鏜刀25夾緊,之后主軸抬起大于300mm的安全距離后,Z向滑板24在Z向氣缸21的控制下隨著Z向?qū)к?/span>23反向運(yùn)動,經(jīng)Z向阻尼器緩沖停至末端氣缸外側(cè)磁感應(yīng)開關(guān)給出到位反饋信號,吹氣裝置清潔器30關(guān)閉。
接到Z向氣缸21到位反饋信號,X向托板12在X向氣缸15的驅(qū)動下隨著X向?qū)к?/span>17反向運(yùn)動,經(jīng)X向阻尼器19緩沖停止末端氣缸外側(cè)磁感應(yīng)開關(guān)給出到位反饋信號,證明換刀部分已移出工作區(qū),此時(shí)換刀門可以關(guān)閉。
同時(shí),Y向氣缸11反向運(yùn)動Y向滑板9降落,經(jīng)Y向阻尼器214緩沖停止原始位置,此時(shí)完成一個(gè)裝刀過程。
(2)主軸卸刀流程
在保證主軸遠(yuǎn)離Y向換刀點(diǎn)安全距離300mm以上時(shí)候,重復(fù)上述主軸裝刀流程的步驟,輔助換刀系統(tǒng)到達(dá)換刀點(diǎn)后,主軸降落到Y向換刀點(diǎn)將加長鏜刀25放入到刀座29中,接近開關(guān)27給出刀具放好信號,主軸松刀并給出松刀信號,接到主軸松刀信號后Z向滑板24在Z向氣缸21的控制下隨著Z向?qū)к?/span>23反向運(yùn)動,經(jīng)Z向阻尼器緩沖停至末端氣缸外側(cè)磁感應(yīng)開關(guān)給出到位反饋信號,主軸X向移動到加長鉆頭26的換刀點(diǎn),刀座34附近的吹氣裝置清潔器35打開。
接下來,固定有刀座34的Z向滑板24在Z向氣缸21的驅(qū)動控制下,隨著Z向?qū)к?/span>23伸出,經(jīng)過Z向阻尼器28的緩沖,停在Z向換刀點(diǎn)的準(zhǔn)確位置,氣缸外部磁感應(yīng)開關(guān)給出反饋信號,即將加長鉆頭26成功插入主軸,待接到主軸刀具夾緊信號后,證明主軸已將鉆頭夾緊。之后重復(fù)主軸裝刀流程中的換刀系統(tǒng)退回流程,至此,完成一套卸刀及裝刀流程。
4.結(jié)語
輔助換刀系統(tǒng)解決了常規(guī)臥式加工中心刀庫無法裝載超長刀具、超重刀具的弊端,對于減少加工輔助時(shí)間,提升加工中心的利用率具有重要的意義,該輔助換刀系統(tǒng)的結(jié)構(gòu)方式可應(yīng)用到其他加工中心中,具有廣泛的應(yīng)用范圍,尤其對于應(yīng)用到生產(chǎn)線中的設(shè)備,將大大提高自動化生產(chǎn)線的節(jié)拍。
- 高性能、綠色化、智能化
- 歲月煥新 夢啟丙午 |《現(xiàn)代機(jī)床》雜志給大家拜年啦!
- igus推出新型工程塑料滾珠軸承,為無塵室?guī)砀甙踩?/a>
- 環(huán)保合規(guī):igus推出27種無PTFE且經(jīng)過PFAS檢測的新材料
- 現(xiàn)已批量生產(chǎn):igus推出新型耐用滑板輪、滑輪及滾輪適配器
- igus憑借移動式岸電插座(iMSPO)系統(tǒng)榮獲“年度海事創(chuàng)新者”獎(jiǎng)
- 新能源汽車電動機(jī)高精密制造技術(shù)研究與應(yīng)用
- 航空發(fā)動機(jī)典型零件智能加工的現(xiàn)狀與思考
- 6.2%!權(quán)威解讀前三季度規(guī)上工業(yè)增長
- 聚勢啟新 共創(chuàng)未來 ——2025重慶市首臺(套)重大技術(shù)裝備新產(chǎn)品發(fā)布會隆重舉行

新入駐企業(yè)
-
寧波佳鈺機(jī)械設(shè)備有限公司
入駐:2026-02-23
-
無錫飛翔機(jī)床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機(jī)床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設(shè)備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機(jī)床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業(yè)博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業(yè)博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















