
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















加工中心錐孔加工夾具設計
我公司在一種工件錐孔加工工藝改進時,為了提高錐孔加工工序加工精度及效率,加工設備由原來的通用機床加工升級為立式加工中心,加工工序由原來的多工序加工整合到一臺機床來完成。這樣需要對該工序加工夾具進行優化設計,針對工件加工特點,擬采用一種全新的夾緊定位方式,在保證加工精度和加工效率的同時,綜合考慮品種之間的快換性。
1. 工件的結構特點及工藝分析
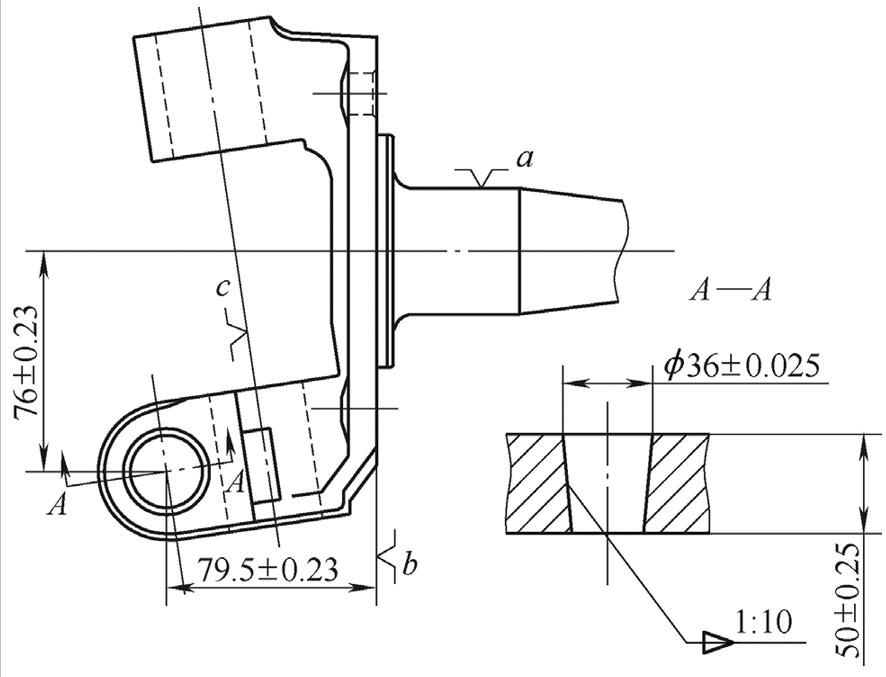
圖1
圖1所示產品是一種汽車轉向節, 屬于異型零件, 錐孔相對于其他部位有位置要求, 本身精度要求較高, 大端尺寸φ(36±0.025)mm,涂色面積不低于75%。其錐孔加工內容包括:①銑錐孔大口端面。②預鉆錐孔底孔。③粗鉸錐孔。④半精鉸錐孔。⑤精鉸錐孔。⑥(數控轉臺翻轉180°)銑錐孔小口端面保證尺寸(50±0.25)mm等6個工步,加工工藝改進前,該加工內容由5臺設備分5個工序來進行,生產效率較低、人員占用較多,且加工精度穩定性差。為此擬采用加工中心對這5步加工內容一次裝夾加工完成。
2. 夾具設計思路
(1)由于加工設備采用立式加工中心,為了該工序加工的靈活性及自動化水平,采用數控轉臺加橋板的方式,夾緊方式采用液壓夾緊。
(2)根據工件的整體尺寸空間按同時加工兩件來設計,由于產品分左右,兩件同時放置可兼顧左右同時加工,以提高生產效率。
(3)根據工件加工設計基準來確定定位基準,在夾具設計時采用一種鎖緊彈套方式來對a 處基準進行定位夾緊,b 處平面基準采用定位盤方式。
(4)c 處基準采用插拔定位心軸加U形定位槽設計,避免和b 處定位基準產生定位干涉。適當提高工件主銷孔對稱度位置精度,盡可能縮小定位心軸與U形定位槽配合間隙,在進行角向定位的同時,承受錐孔加工鉆、鉸產生的切削載荷。在加工過程中工件受到的切削力較大,這種定位方式在保證定位精度的同時,對工件起到較好的支撐夾緊作用,有效防止了工件受力變形和自激振動,使切削過程平穩,達到較高的加工精度。
1. 夾具結構及各部件功能介紹
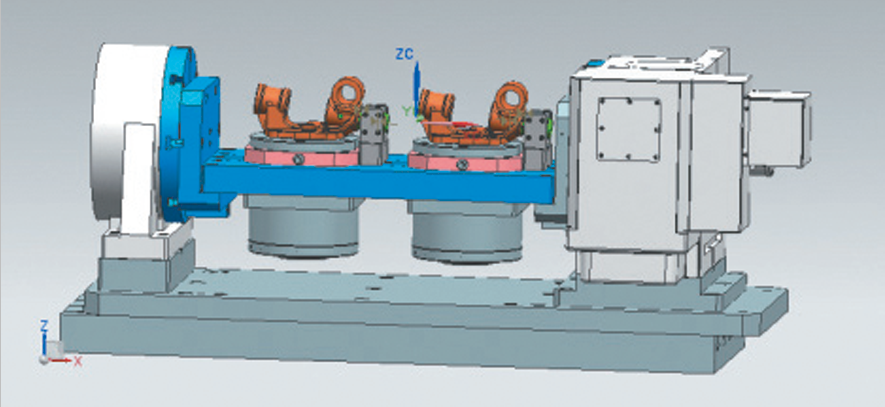
圖2
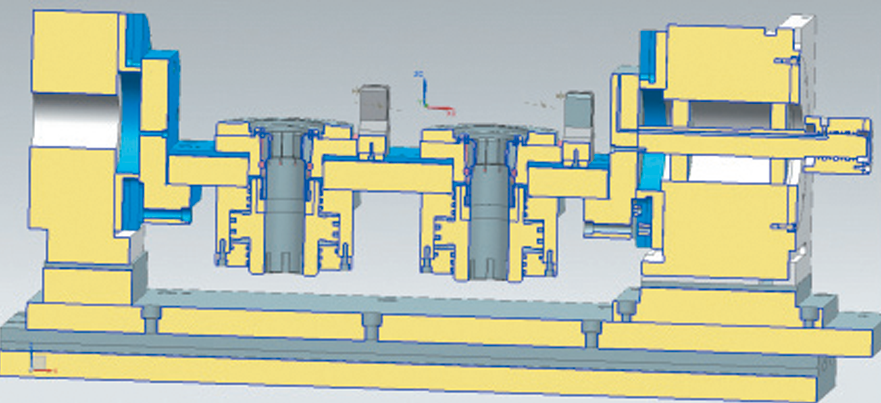
圖3
圖2、圖3所示為該夾具設計的實體三維圖和實體剖視圖,該夾具采用雙工位設計,同時裝夾兩個工件,夾緊定位采用液壓拉缸加鎖緊彈套設計,有效避免了轉角油缸壓爪對刀具加工路線產生的干涉。使用中具體安裝如圖4所示,其中U形定位卡槽在制作裝配時保證與定位心軸配合間隙為+0.05~+0.10mm、對稱度≤0.01mm,使該處配合在加工過程中對工件起到支撐定位作用,為了防止出現過定位現象,前道工序在加工時,保證工件c 基準與a 基準的對稱度≤0.04mm。鎖緊彈套起彈性定位、夾緊元件的作用,材質為65Mn,熱處理。
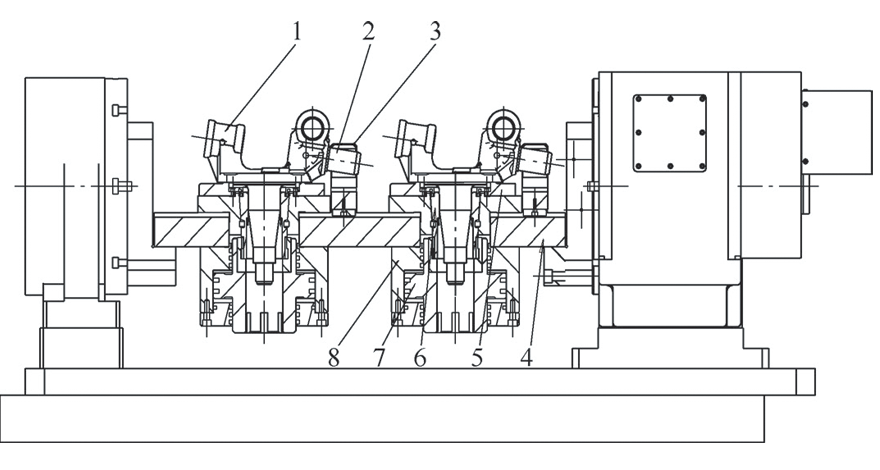
1. 工件 2.插拔式定位心軸 3.U形定位卡槽 4.橋板 5.定位盤 6.鎖緊彈套 7.液壓拉缸活塞 8.液壓拉缸缸體
圖 4
4. 夾具操作及動作流程
工件在放入夾具前,先將定位心軸穿入工件主銷孔中;然后將工件a 定位基準軸頸處放入鎖緊彈套中(由于液壓拉缸在原位處,這時鎖緊彈套處于回彈張開狀態),定位心軸定位端放入U形定位卡槽內,同時工件b 基準在自重作用下附緊定位盤;起動機床夾具鎖緊按鈕,液壓拉缸動作拉緊鎖緊彈套,由于彈套鎖緊時有自定心作用,對工件加工基準a起到定位夾緊作用,同時彈套鎖緊時的軸向運動,拉動工件緊緊貼在定位盤上,對工件起到定位夾緊作用。
5. 夾具使用及設計時應注意的問題
(1)前工序應當保證c 處定位基準孔的加工精度,確保定位心軸。
( 2 ) 與c 基準孔的配合間隙,此處會影響工件周向定位精度。
(3)由于鎖緊彈套為開口設計, 在彈套上面應增加防塵蓋,防止加工過程中產生的切屑落入彈套開口中,致使彈套無法鎖緊,從而降低夾緊力和定位精度。
(4)液壓拉缸活塞直徑尺寸設計應進行拉緊力測算,拉緊力過大會將工件拉變形,拉緊力過小在加工過程中工件會產生松動,影響加工精度,嚴重時會對刀具產生損壞。
6. 結語
(1)此夾具設計結構簡潔,夾具制作簡單,后期維護方便。
(2)定位基準選擇準確,保證了錐孔的位置精度。
(3)夾具夾持力穩定,工件支撐合理,減少了加工過程中的變形和振動。
(4)同類工件產品切換快捷,有效避免了轉角油缸壓爪對工件或刀路產生的干涉。自夾具應用于批量工件生產以來,運行較為穩定,此夾具的設計理念對產品其他工序有一定的啟發作用。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















