
關(guān)注機(jī)床行業(yè)最新資訊,如需更多信息,請(qǐng)關(guān)注我們其他的社交平臺(tái)!
現(xiàn)代機(jī)床雜志 2024 第一期

訂閱電話:010-80335298
















一種用于新能源電池托盤(pán)的復(fù)合加工機(jī)床
1 序言
新能源汽車(chē)電池模組主要由電池及承載電池的托盤(pán)構(gòu)成,電池托盤(pán)通常采用多塊鋁板進(jìn)行拼接、焊接而成,然后根據(jù)裝配需求繼續(xù)對(duì)電池托盤(pán)進(jìn)行一系列鉆孔、銑削等加工,從而實(shí)現(xiàn)電池托盤(pán)的高精度、高平整度,滿足電池模組裝配及汽車(chē)裝配的需求。目前,電池托盤(pán)的加工工藝基本都需要二次搬運(yùn)、多次裝夾并重新對(duì)刀,導(dǎo)致加工流程工序繁雜,加工效率較低,針對(duì)此我公司研發(fā)了一種用于新能源電池托盤(pán)的復(fù)合加工機(jī)床,托盤(pán)在機(jī)床上可以一次完成各種鉆、銑等加工工藝,既保證了加工質(zhì)量,又大幅提高了生產(chǎn)效率,并且便于實(shí)現(xiàn)自動(dòng)化生產(chǎn)。
2 典型電池托盤(pán)加工工藝分析
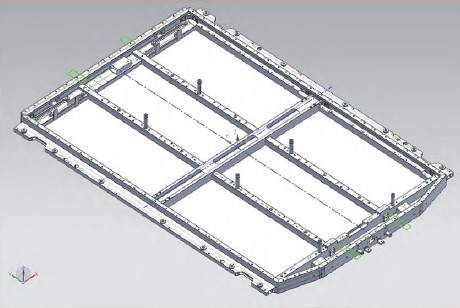
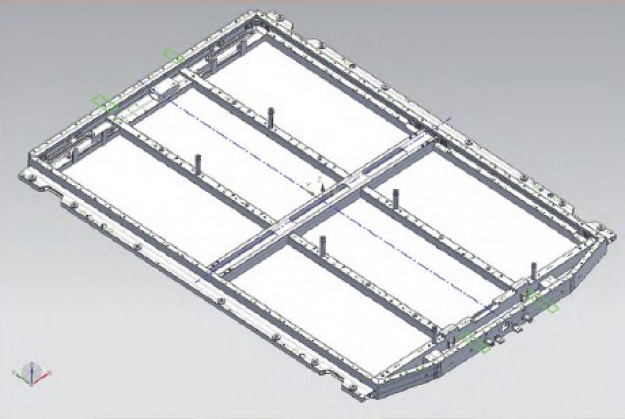
圖1 典型托
如圖1所示典型托盤(pán),其正面周邊和筋條上分布有孔,且筋條分為4列。托盤(pán)上孔比較多,φ 5mm孔66個(gè),φ6mm孔2個(gè),φ7mm孔6個(gè),φ8mm孔38個(gè),φ9mm孔52個(gè),11mm六角孔82個(gè),φ12mm孔6個(gè),反面φ7mm孔38個(gè),φ9mm孔1個(gè)。
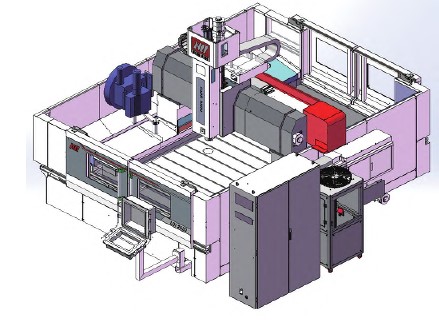
圖2 LQI2520高速龍門(mén)移動(dòng)機(jī)床
如果采用現(xiàn)有LQI2520高速龍門(mén)移動(dòng)機(jī)床(見(jiàn)圖2)加工,需要17mi n,并且側(cè)面有11mm六角孔13個(gè)、穿線孔3個(gè),還需要單獨(dú)使用側(cè)銑頭進(jìn)行加工。
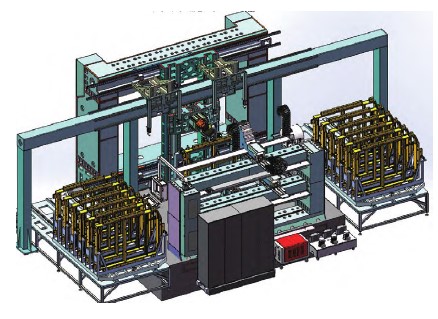
圖3 新式加工機(jī)床
采用圖3所示新式加工機(jī)床,由機(jī)型HSC3036Ⅲ和機(jī)型HSC3217、桁架系統(tǒng)、自動(dòng)上下料系統(tǒng)和裝夾系統(tǒng)組成。正面、反面和側(cè)面同時(shí)加工,加工時(shí)間就降低到1/3,效率提高了3倍。正面采用三工位臥式機(jī)床,如圖4所示,反面和側(cè)面用一臺(tái)臥式五軸機(jī)床加工,以此大幅度提高加工效率。
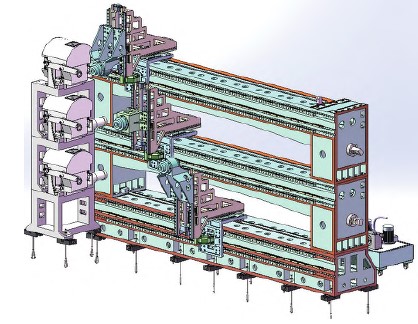
圖4 三工位臥式機(jī)床
3 電池托盤(pán)機(jī)床主體結(jié)構(gòu)
圖3所示新式加工機(jī)床由四大部分組成:三單元臥式加工單元、臥式五軸單元、工作臺(tái)底板及夾具、桁架自動(dòng)化送料系統(tǒng)。
3.1 三單元臥式加工單元
三單元臥式加工單元有5個(gè)顯著特點(diǎn)。
1)輕量化設(shè)計(jì),參與進(jìn)給部件均在保證強(qiáng)度的基礎(chǔ)上,盡可能減輕質(zhì)量,以確保移動(dòng)部件的高速與高加速度運(yùn)行。
2)三組進(jìn)給軸通過(guò)三通道控制,可互不干涉協(xié)同運(yùn)作,上下行程疊加可使加工范圍無(wú)空白區(qū)域。
3)為保證移動(dòng)速度,X向大行程采用齒輪齒條驅(qū)動(dòng),其余兩向采用高精度滾珠絲杠驅(qū)動(dòng)。
4)機(jī)床可同時(shí)加工3片區(qū)域,理論上效率可提升2倍。
5)3組主軸配置3臺(tái)圓盤(pán)刀庫(kù),換刀效率高。
3.2 臥式五軸單元
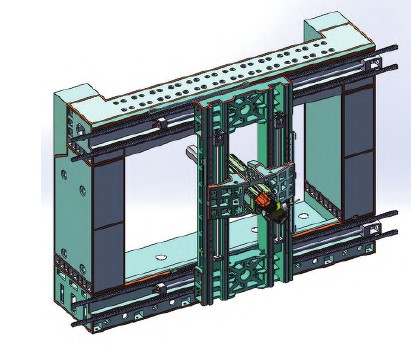
圖5 臥式五軸單元
臥式五軸單元如圖5所示,其特點(diǎn)主要有以下幾方面。
1)采用箱中箱式結(jié)構(gòu),抗沖擊載荷能力強(qiáng),可重切,可高速,穩(wěn)定性高。
2) X/Y向雙絲杠驅(qū)動(dòng),可以保證高速高精加工需求。
3) 三向均配置四線軌,可以保證運(yùn)行精度與穩(wěn)定性。
4)X/Y向大行程可覆蓋市場(chǎng)上大多數(shù)電池盒尺寸,配置五軸可對(duì)斜側(cè)面進(jìn)行銑削和打孔,有效避免二次裝夾。
3.3 工作臺(tái)底板及夾具
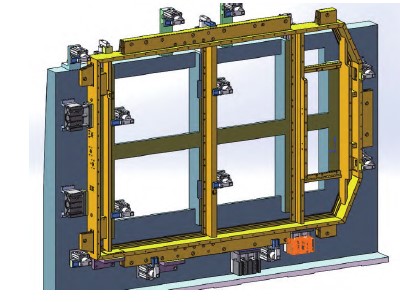
圖6 工作臺(tái)底板及夾具
工作臺(tái)底板及夾具如圖6所示,其設(shè)計(jì)特點(diǎn)主要有以下三方面。
1)工作臺(tái)底板采用鏤空式設(shè)計(jì),將電池托盤(pán)反面需要加工的區(qū)域露出,以方便后方臥式五軸HSC3217機(jī)床對(duì)其反面及側(cè)面進(jìn)行加工。
2)夾具全部采用氣缸形式進(jìn)行夾緊,柔和的夾緊力可避免對(duì)工件表面造成損傷或變形,其中旋轉(zhuǎn)氣缸的選用,為自動(dòng)化上下料創(chuàng)造條件。
3)增加的定位擋板,可使批量化生產(chǎn)的每個(gè)工件,都可以準(zhǔn)確地被裝夾在預(yù)定的加工區(qū)域,實(shí)現(xiàn)自動(dòng)化裝夾。
3.4 桁架自動(dòng)化送料系統(tǒng)
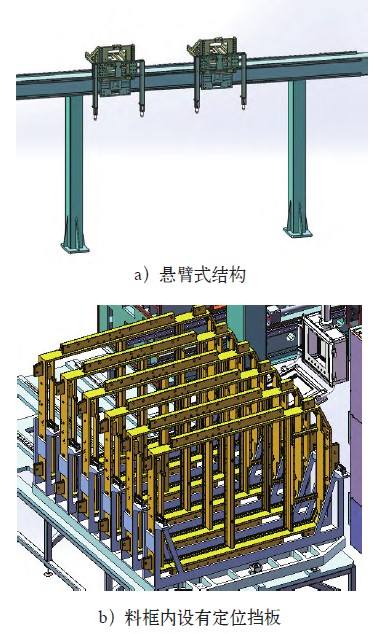
圖7 桁架自動(dòng)化送料系統(tǒng)
桁架自動(dòng)化送料系統(tǒng)如圖7所示,其結(jié)構(gòu)特點(diǎn)如下。
1)桁架采用懸臂式結(jié)構(gòu),占用空間小,快捷高效。X向采用齒條傳動(dòng),Y、Z向采用絲杠,為工件的精準(zhǔn)取放提供保障。
2)兩組進(jìn)給軸分別用于上料和下料,獨(dú)立控制互不干涉。
3)采用大規(guī)格型鋼作主體,以提供較高的剛性和強(qiáng)度。
4)整體式底板上方的獨(dú)立料框內(nèi)設(shè)有定位擋板,人工將工件放至料框內(nèi),同樣采用標(biāo)準(zhǔn)氣缸固定夾緊,通過(guò)齒輪齒條驅(qū)動(dòng),使毛坯件按順序分層前進(jìn),配合桁架機(jī)械手進(jìn)行抓取,轉(zhuǎn)運(yùn)至被加工區(qū)域。
4 機(jī)床工作方式
電池托盤(pán)工件加工時(shí)的運(yùn)行方式如下。
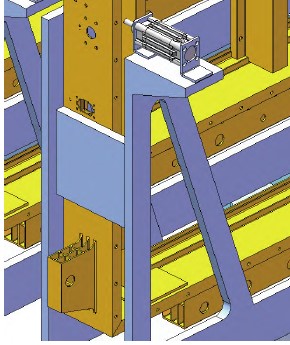
圖8 毛坯工件裝夾至料框內(nèi)
1)人工將毛坯工件裝夾至料框內(nèi),起動(dòng)氣缸,將毛坯件固定于每個(gè)料框內(nèi),如圖8所示。
2)運(yùn)用桁架將毛坯件抓取、提升,運(yùn)送至加工區(qū)域,沿定位擋板向下放置,夾緊氣缸開(kāi)始運(yùn)行,將工件固定。第一組桁架返回至毛坯區(qū),第二組桁架移至右側(cè)成品區(qū)。
3)三橫梁機(jī)床HSC3036Ⅲ和五軸機(jī)床HSC3217協(xié)同運(yùn)行,對(duì)工件正反面及側(cè)面進(jìn)行加工,期間無(wú)需二次裝夾。如圖9所示。
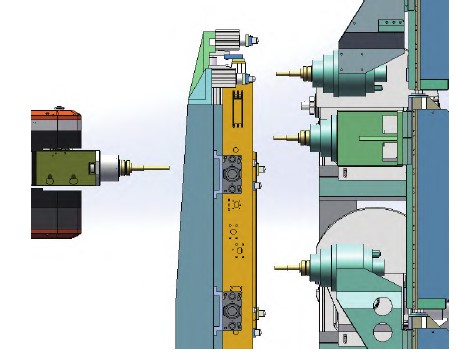
圖9 機(jī)床協(xié)同運(yùn)行
5 系統(tǒng)控制
此機(jī)床采用定制化數(shù)控系統(tǒng)界面,僅需要輸入孔的位置,即可調(diào)整規(guī)格品種的程序,鉆孔攻螺紋的參數(shù)可以在后臺(tái)程序調(diào)節(jié)。該系統(tǒng)可實(shí)現(xiàn)多通道控制,每個(gè)臥式通道負(fù)責(zé)加工產(chǎn)品的一部分。通過(guò)定制化軟件,有效將工件分成3部分,每部分由1個(gè)臥式通道完成,大大提高了加工效率。
5.1 加工坐標(biāo)系設(shè)定
加工坐標(biāo)系設(shè)定如圖10所示。其特點(diǎn)主要有:可以將三通道的加工工件坐標(biāo)系放在一起,用來(lái)比較以及反復(fù)確認(rèn);增加微量調(diào)整,避免輸錯(cuò),并且調(diào)整速度快;此外,系統(tǒng)可提供鉆孔和絲錐專(zhuān)用的Z軸尺寸,互不影響。

圖10 加工坐標(biāo)系設(shè)定
5.2 通用設(shè)定畫(huà)面
通用設(shè)定畫(huà)面如圖11所示,參數(shù)化編程包含:刀具號(hào)、刀具長(zhǎng)度、刀具直徑、鉆孔深度、鉆孔/攻螺紋轉(zhuǎn)速、進(jìn)給速度、牙距、快移速度、快移定位、逐鉆工藝、抬刀量及一攻到底。

圖11 通用設(shè)定畫(huà)面
5.3 加工工件的坐標(biāo)程序
加工工件的坐標(biāo)程序如圖12所示,以第一通道為例,提供了兩套方案。①有規(guī)律的孔位加工:圓形以及矩形排列。②不規(guī)則孔加工方案:可以定制孔加工的工藝程序,進(jìn)行固化。
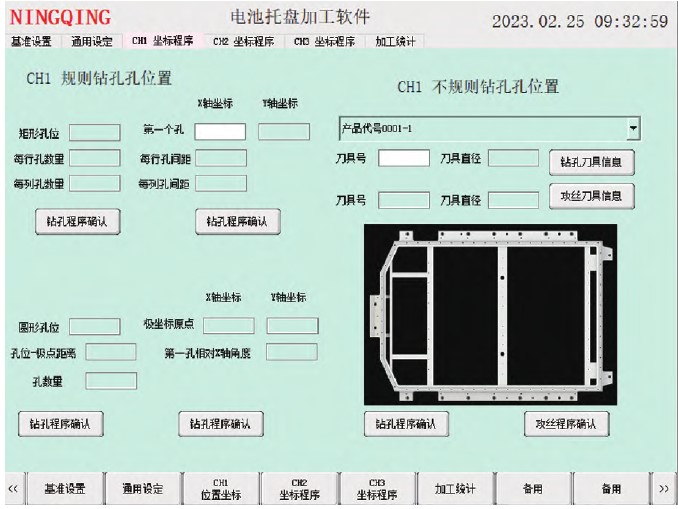
圖12 加工工件的坐標(biāo)程序
5.4 加工統(tǒng)計(jì)
加工統(tǒng)計(jì)主要是給機(jī)床使用情況做統(tǒng)計(jì),如圖13所示。

圖13 加工統(tǒng)計(jì)
可以看出,通過(guò)統(tǒng)計(jì)開(kāi)機(jī)時(shí)間、運(yùn)行時(shí)間、加工件數(shù)等,可以有效地對(duì)生產(chǎn)管理所需信息進(jìn)行統(tǒng)計(jì),引導(dǎo)生產(chǎn)管理人員進(jìn)一步優(yōu)化加工工藝和提高加工效率。
6 結(jié)束語(yǔ)
該機(jī)床大大提高了電池托盤(pán)加工的自動(dòng)化水平和加工效率,現(xiàn)有的單機(jī)生產(chǎn)效率低,采用本組合自動(dòng)化機(jī)床,效率可以提高2倍。除了加工效率,更重要的是提高了工件的加工質(zhì)量。電池托盤(pán)是型材焊接件,定位基準(zhǔn)誤差大,工件自身變形大,采用多次定位極易導(dǎo)致孔位偏差,因此應(yīng)盡量采用一次性加工,使用該機(jī)床解決了原有單機(jī)生產(chǎn)多次裝夾所導(dǎo)致的孔位誤差問(wèn)題。
該機(jī)床還有一種使用方案,即減去1個(gè)臥式五軸單元,采用自動(dòng)線單元,仍然能夠達(dá)到效率和質(zhì)量的大幅提高,而且采用自動(dòng)線,1人可操作多條線,使車(chē)間實(shí)現(xiàn)少人化生產(chǎn)。
- 品牌庫(kù)
- 企業(yè)庫(kù)
- 產(chǎn)品庫(kù)
- 在線招聘Works
- 技術(shù)庫(kù)
- 機(jī)床展
- 中國(guó)(天津)國(guó)際機(jī)械工業(yè)裝備博覽會(huì)將舉行
- 高性能、綠色化、智能化
- 歲月煥新 夢(mèng)啟丙午 |《現(xiàn)代機(jī)床》雜志給大家拜年啦!
- igus推出新型工程塑料滾珠軸承,為無(wú)塵室?guī)?lái)更高安全性
- 環(huán)保合規(guī):igus推出27種無(wú)PTFE且經(jīng)過(guò)PFAS檢測(cè)的新材料
- 現(xiàn)已批量生產(chǎn):igus推出新型耐用滑板輪、滑輪及滾輪適配器
- igus憑借移動(dòng)式岸電插座(iMSPO)系統(tǒng)榮獲“年度海事創(chuàng)新者”獎(jiǎng)
- 新能源汽車(chē)電動(dòng)機(jī)高精密制造技術(shù)研究與應(yīng)用
- 航空發(fā)動(dòng)機(jī)典型零件智能加工的現(xiàn)狀與思考
- 6.2%!權(quán)威解讀前三季度規(guī)上工業(yè)增長(zhǎng)
- 聚勢(shì)啟新 共創(chuàng)未來(lái) ——2025重慶市首臺(tái)(套)重大技術(shù)裝備新產(chǎn)品發(fā)布會(huì)隆重舉行

新入駐企業(yè)
-
寧波佳鈺機(jī)械設(shè)備有限公司
入駐:2026-02-23
-
無(wú)錫飛翔機(jī)床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機(jī)床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設(shè)備有限公司
入駐:2026-01-14

展會(huì)追蹤
-
2026河北國(guó)際機(jī)床展覽會(huì)
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業(yè)博覽會(huì)
舉辦:2026-04-01 至 2026-04-03
-
成都國(guó)際工業(yè)博覽會(huì)邀請(qǐng)函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國(guó)際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國(guó)際論壇
舉辦:2025-11-13 至 2025-11-14

企業(yè)專(zhuān)訪


















