
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















不同滾動直線導軌副摩擦磨損對比分析
1. 導軌副摩擦磨損試驗流程
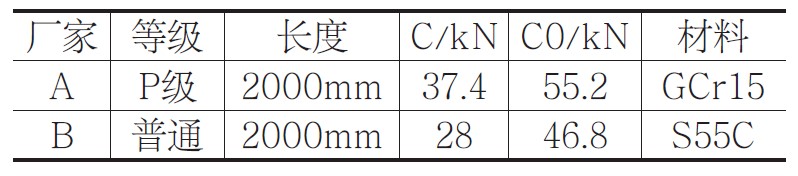
為研究滾動直線導軌副的磨損形貌和磨損機理,現針對不同廠家無預緊力導軌副開展跑合加載條件下的摩擦磨損試驗,樣本如表1所示。試驗檢測對象為導軌副摩擦力和滾道形貌。
表1 不同廠家產品型號
試驗流程如圖1所示,滾動直線導軌副跑合一定公里數后,檢測導軌副摩擦力,通過觀察試驗期間磨損最劇烈的滑塊滾道形貌,分析其與性能數據變化的關系;檢查導軌副是否跑合結束,若未結束,則繼續跑合,重復上述步驟;若跑合結束,切割導軌滾道并通過掃描電鏡(SEM)分析磨損機理;結束試驗,分析試驗結果,得出結論。
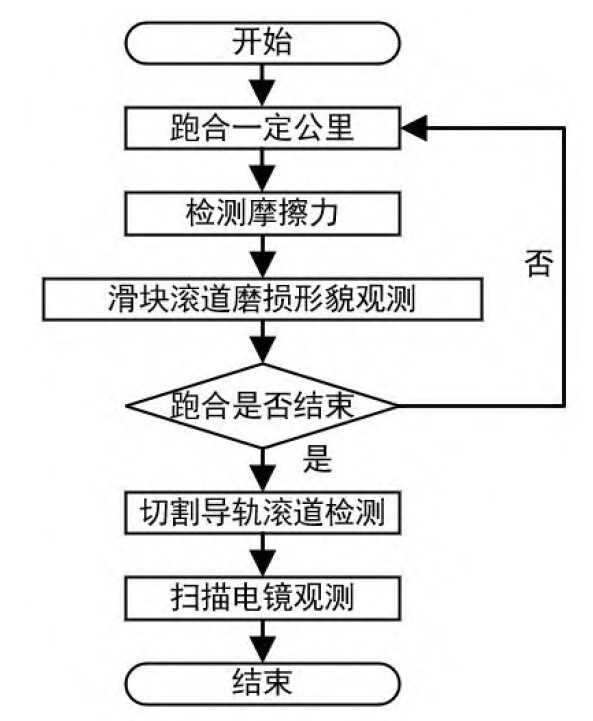
圖1 導軌副摩擦磨損試驗流程
2. 導軌副摩擦力分析
滾動直線導軌副摩擦力產生的原因是多方面的,主要有滾動體與滾道之間的摩擦、滾動體進出反向器而產生的阻力以及滾動體自旋運動而產生的摩擦。摩擦力又稱作預緊拖動力,摩擦力不均勻或者摩擦力數值特別大都會影響導軌副的運行精度、裝配精度和預緊力,所以要對摩擦力進行檢測,以此評價導軌副性能的好壞。另外,跑合時摩擦力的波動趨勢,可以反映滾動體與滾道接觸的均勻性以及磨損的快慢,判斷導軌副是否有破損或故障、鋼球卡滯的現象。
2.1 摩擦力檢測試驗方法
加載試驗使用導軌副可靠性試驗臺進行,如圖2所示。導軌副通過掛壁式安裝在試驗臺底板上,跑合龍門通過旋轉手輪施加載荷,由電機帶動齒輪齒條完成驅動跑合。試驗載荷為30%額定動載荷,速度為60m/min。試驗截止條件定為全壽命,經計算,全壽命截止里程為680km,潤滑脂手動潤滑。
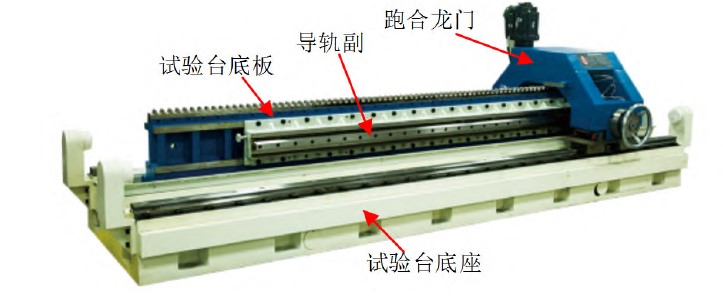
圖2 導軌副可靠性試驗臺
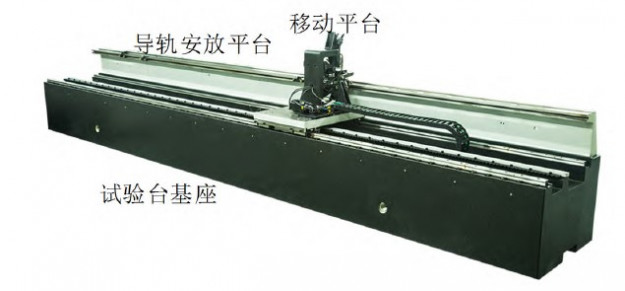
依據行業標準JB/T 13818-2020[12],檢測導軌副跑合過程中的預緊拖動力,即摩擦力,使用導軌副預緊拖動力試驗臺檢測,如圖3所示。移動平臺由測力計推動滑塊移動檢測摩擦力大小。
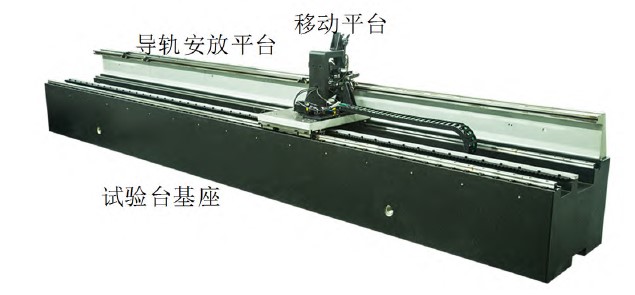
圖3 導軌副預緊拖動力與精度測量試驗臺
2.2 摩擦力檢測結果
(1)導軌副摩擦力數據
A廠家導軌副摩擦力數據如圖4所示。由圖可知,摩擦力從0.5~1.5N的波動增加到1~3N的波動,在試驗末期摩擦力出現了劇烈的波動。
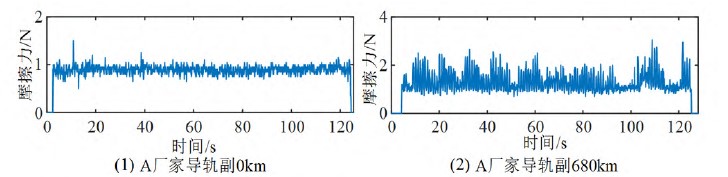
圖4 A廠家導軌副試驗前后摩擦力變化
B廠家導軌副摩擦力數據如圖5所示。由圖可知,摩擦力從1~2N的波動增加到0.5~2N的波動,試驗末期的摩擦力波動也有輕微加劇。相較之下,A廠家導軌副在試驗截止處的摩擦力變化更劇烈。兩廠家首末測得的摩擦力存在較大的差異,反映了兩家導軌副在耐磨性能上的不同。
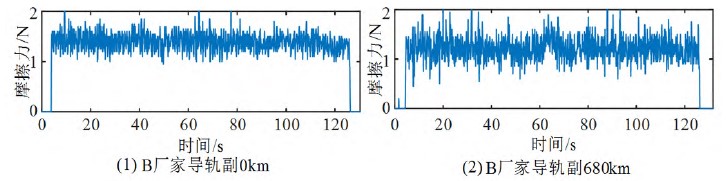
圖5 B廠家導軌副試驗前后摩擦力變化
(2)導軌副摩擦力的時域分析
時域分析是利用統計學的方法計算相應統計學參數判斷運行狀態,具有對數據的評價能力。常用時域統計參數有均值、峭度等,均值表現了數據總體的平均大小,峭度反映數據整體發生突變的程度。其中,峭度的計算公式為
摩擦力時域特征以均值和峭度值作為分析對象。均值代表了磨損對導軌副運動所受阻力的影響,變化如圖6所示。兩家導軌副正反摩擦力平均值都保持在1~2N之間,差異性不大,對磨損并不敏感。
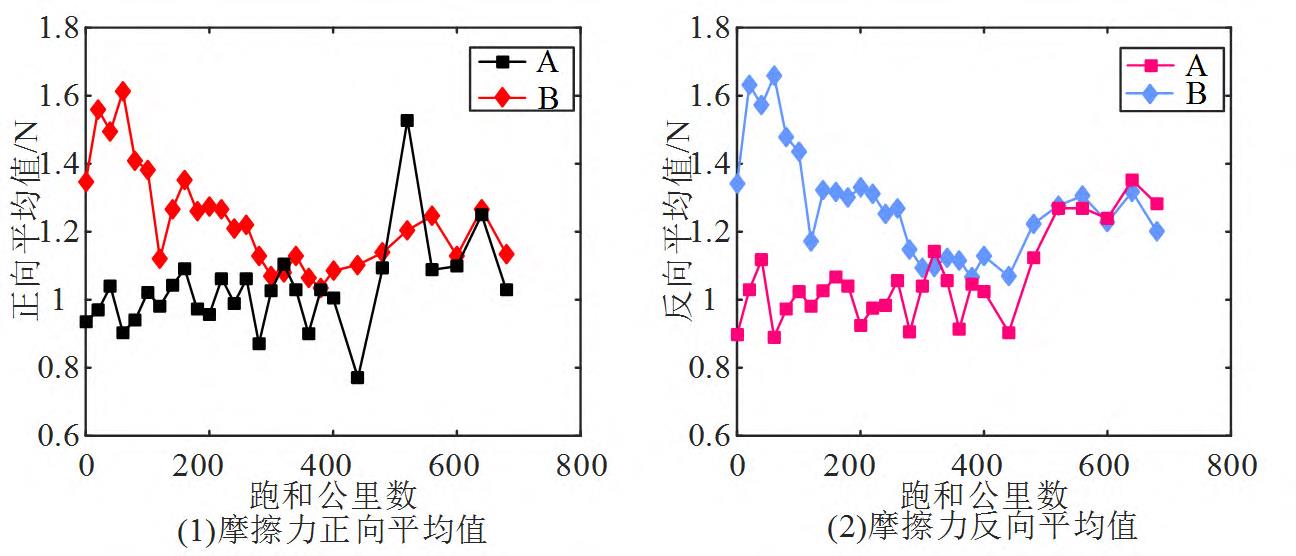
圖6 兩廠家導軌副摩擦力正反均值
摩擦力峭度越大,代表包含的非規律大幅值越多,說明滑塊運動時受到的阻礙次數越多,導軌副運行越不順暢。如圖7所示,A廠家正反向峭度值都高于B廠家,說明摩擦力跳動很大,其運動非常不順暢。A廠家導軌副在反向運動情況最為惡劣,其峭度值在整個試驗期間劇烈波動,最大值超過100。B廠家導軌副正反峭度值維持在3~4N之間,最大值僅達到21.8663,相較之下,B廠家導軌副滑塊運動沒有較大的阻礙。可知A廠家導軌副運行流暢程度差于B廠家。
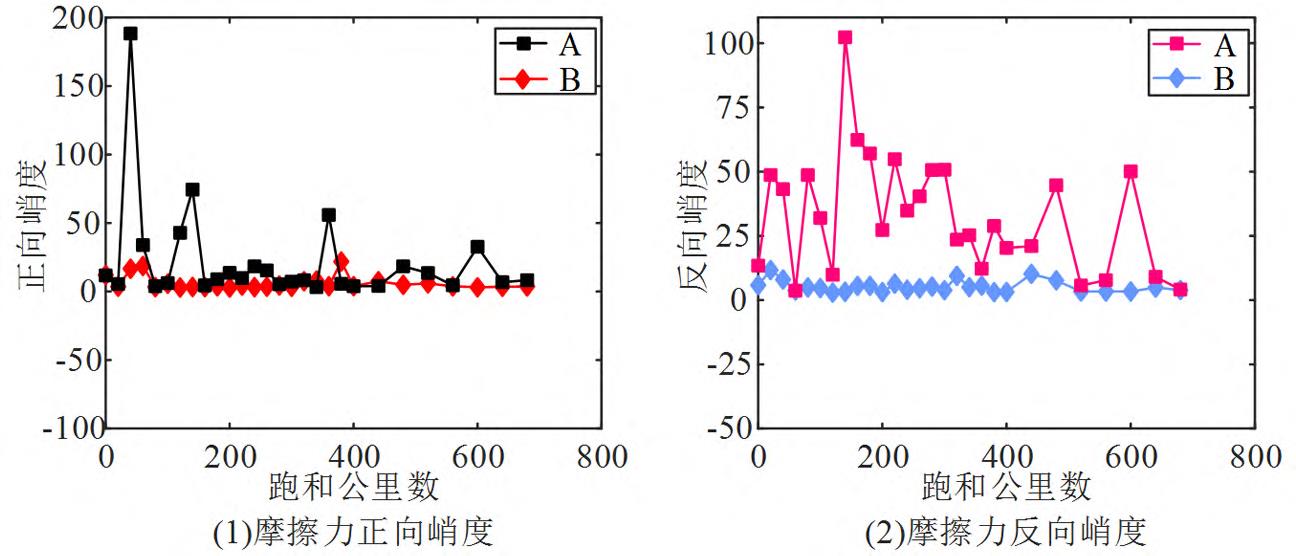
圖7 兩廠家導軌副摩擦力峭度
3. 導軌副滾道磨損形貌觀測
表面形貌是機械磨損機理最直接和最主要的判別依據,不同的磨損過程對表面形貌的損傷形式差別較大。導軌副滾道的表面形貌包括滑塊滾道和導軌滾道的表面形貌。導軌副在運行期間產生的磨損會反映在滾道的表面形貌上,對其進行觀察有利于判斷磨損機理并研究磨損對于性能退化的影響。
3.1 磨損形貌觀測試驗方法
滾道磨損表面觀測設備為3800萬高清光學顯微鏡設備,可將滑塊以及導軌滾道放大30~200倍進行觀察拍照。通過FEI Quanta 250 FEG場發射環境掃描電鏡,可對試驗結束后的導軌、滑塊滾道表面磨損形貌進行檢測,判別疲勞點蝕、黏著磨損、磨粒磨損的類型以及長度標定和磨斑測量。
3.2 磨損形貌觀測試驗結果
(1)滑塊磨損形貌觀測試驗結果
按照min-max歸一化方法求解無量綱指標作為摩擦力波動指標,以此比較不同廠家導軌副磨損對摩擦力整體波動的影響。觀察摩擦力波動指標,其變化趨勢如圖8所示。由圖可知,A廠家導軌副在60km處和520km處的反向摩擦力發生了較大的波動,在60km后導軌副摩擦力的波動恢復正常,緩慢增長,而在520km后導軌副摩擦力的波動程度急劇增長。
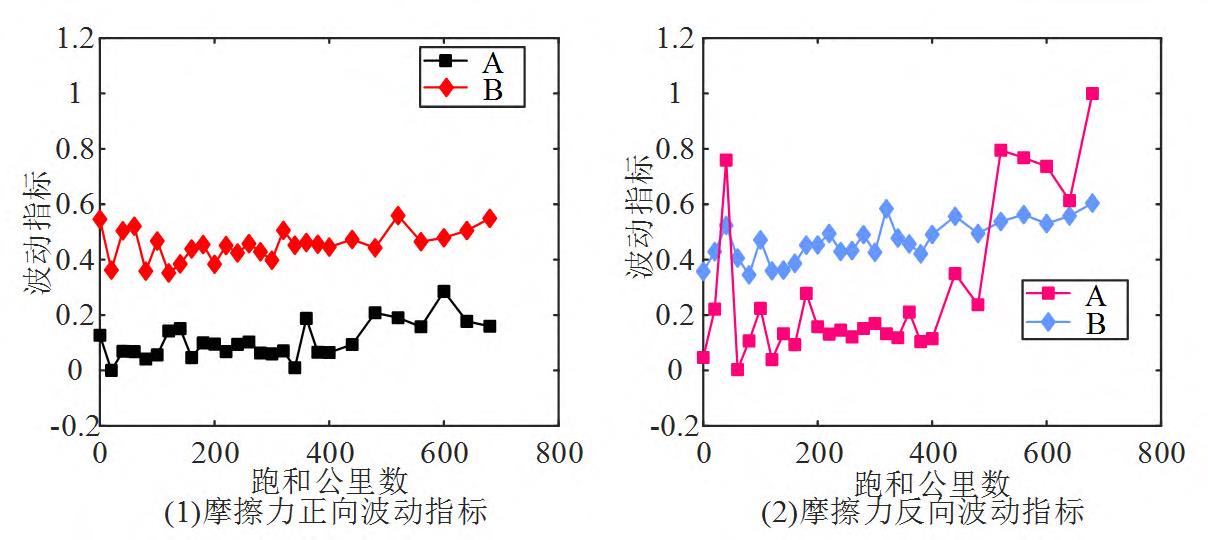
圖8 不同廠家摩擦力波動的變化
觀察處于該階段的滾道,導軌副內部滾道區域如圖9所示,滑塊滾道按位置分為承載區和過渡區。在過渡區,滾珠速度突變大,對滾道的沖擊碰撞力大,容易出現滾道損傷。
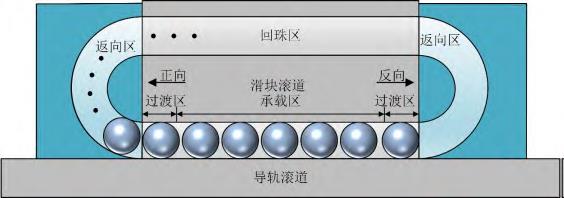
圖9 滾動直線導軌副內部滾道區域劃分示意圖
結合摩擦力的頻域最大幅值可知,由于內部出現了滾動循環故障,導致摩擦力的波動陡增。如圖10所示,在跑合60km處,在A廠家導軌副滑塊滾道反方向過渡區表面出現損傷,跑合到520km時,導軌副滑塊滾道的反向過渡區發現滾道損傷面積增長。此損傷導致A廠家導軌副磨損較劇烈,滑塊滾道表面磨損痕跡明顯。
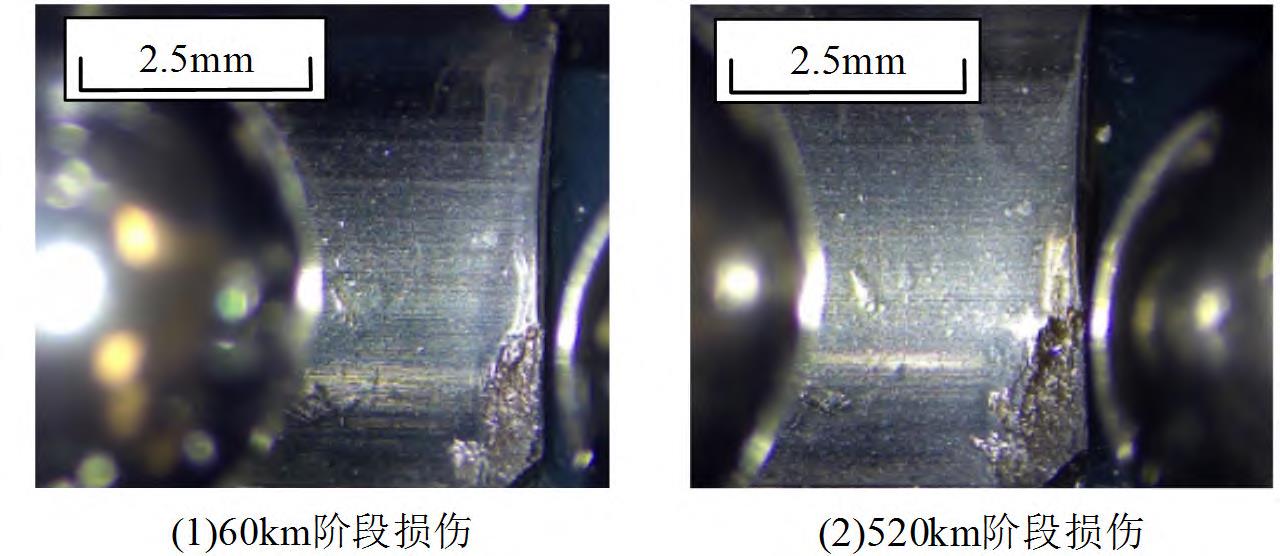
圖10 A廠家導軌副滑塊內部損傷面積變化
其摩擦力如圖11所示,反向摩擦力此時已經發生了劇烈的波動,由于剝落導致滾動在運行時不能順暢地進入返向區形成阻礙。此階段后,摩擦力的波動沒有隨跑合而消失,反而繼續增長,這表明此處的損傷面積所帶來的影響已經無法隨著磨合而消除,導軌副出現了內部循環故障。
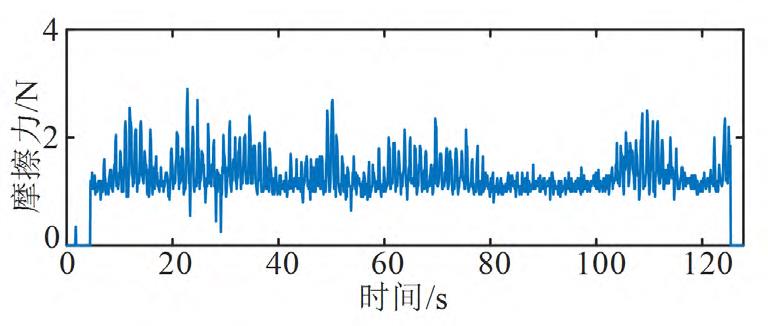
圖11 A廠家導軌副520km處反向摩擦力數據
B廠家導軌副在跑合過程中表現穩定,滾道的前后對比如圖12所示,在理論壽命處B導軌副滾道面僅僅出現了輕微的條狀磨損痕跡,并無破損現象產生。
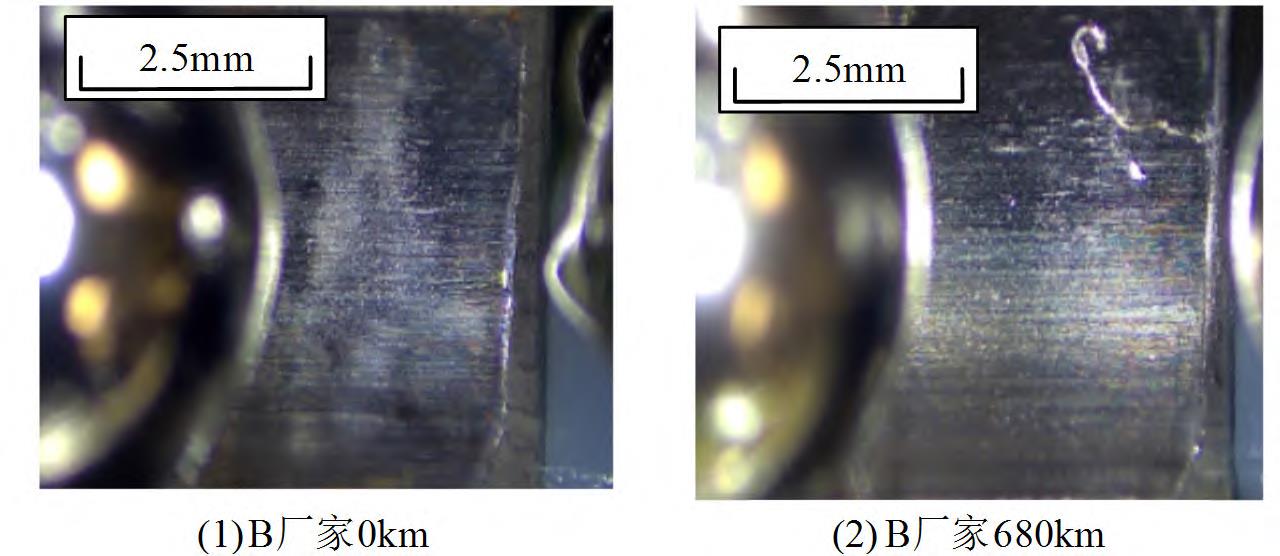
圖12 B導軌副滑塊試驗前后滾道
(2)導軌滾道磨損形貌觀測試驗結果
滾道微觀形貌如圖13所示。A導軌上滾道加減速區和勻速區的磨損比B導軌上滾道加減速區和勻速區的磨損更加嚴重。A和B導軌表面的未跑合區微觀形貌基本一致。導軌的加減速區比勻速區磨損更加嚴重,因為該區域在動靜摩擦力的交替下,不易形成油膜。導軌勻速區可以看到明顯的沿跑合方向的犁溝和典型的粘著撕裂,存在塑變皺褶和撕裂坑,是磨粒磨損和粘著磨損造成的。相比未跑合區密集的條紋,跑合區的犁溝條紋變得分散,可以理解為一開始滾道表面高低不平,存在一些雜質顆粒,跑合階段伴隨著輕微的磨粒磨損和粘著磨損,犁溝條紋逐漸變寬且出現粘著斑點。在穩定磨損階段,伴隨著中度的磨粒磨損和粘著磨損,滾道表面因為犁溝和粘著撕裂,粗糙度進一步增加。
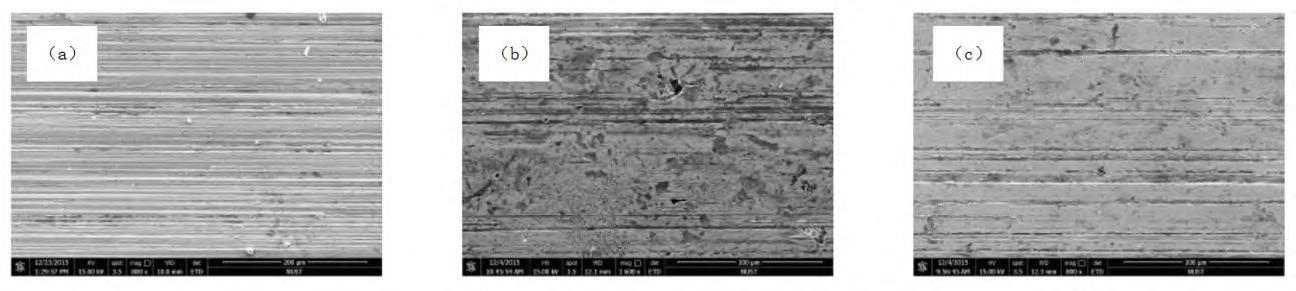
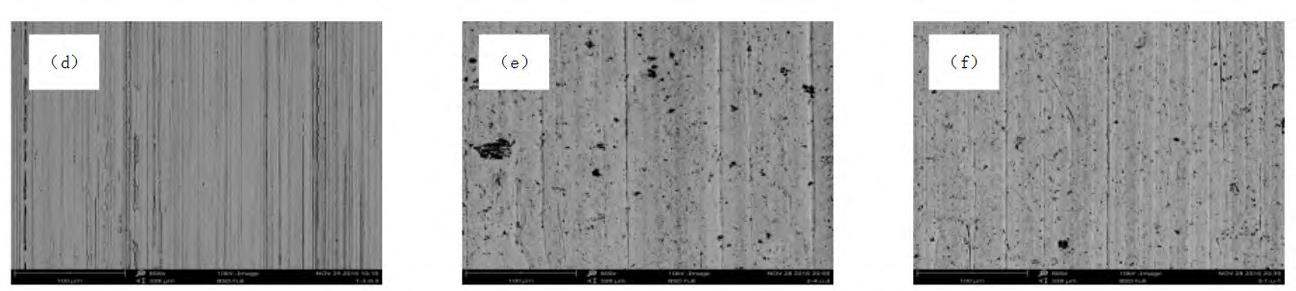
圖13 A、B導軌副磨損后導軌滾道不同區域磨損形貌
4. 結束語
本課題針對不同滾動直線導軌副產品摩擦磨損形貌對比分析問題,對摩擦磨損后滑塊及導軌滾道的特征形貌進行檢測,確定了其摩擦力與磨損機理的關系。
研究發現,不同廠家導軌副摩擦力在波動、時域峭度值方面有著較大的差異。A廠家導軌副摩擦力從跑合前的0.5~1.5N波動增加到跑和后的1~3N波動,在跑合結束時波動更劇烈。B廠家則從1~2N的波動增加到0.5~2N的波動,優于A廠家導軌副。A廠家反向摩擦力峭度值波動劇烈,最大值超過100。而B廠家導軌副正反峭度值則維持在3~4之間,最大值僅達到21.9,優于A廠家。
不同導軌副滾道磨損機理沒有顯著差別,滑塊滾道磨損以粘著磨損、磨粒磨損和疲勞磨損為主,導軌滾道磨損以磨粒磨損和粘著磨損為主。
A導軌副的摩擦力有突變,滑塊滾道過渡區磨損表面有明顯的嚴重磨損。在跑合60km處,A廠家導軌副滑塊滾道反方向過渡區表面出現損傷,跑合到520km時,滑塊滾道的反向過渡區發現滾道損傷面積擴大。此損傷導致了A廠家導軌副磨損較劇烈,摩擦力產生突變。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















