
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















基于FANUC數控系統的刀具破損檢測技術
1 序言
隨著智能制造強國戰略的實施,應用搬運機器人自動上料、裝夾及堆垛,實現工件全過程自動化加工,已經成為行業發展的趨勢。實施自動化加工能減少人工干預,保證產品一致性,還能實現一人多機的生產方式,為企業降低了人力成本。自動化加工過程中,刀具可能會出現破損等情況,這時候就需要產線發出報警,提醒管理人員更換刀具。
2 使用雷尼紹TS27R實現刀具破損檢測
2.1 機床及對刀儀的基本情況
本例中機床為臥式鏜銑加工中心,配置FANUC 0i MF數控系統,帶有雷尼紹TS27R接觸式對刀儀,使用盤形測針,測針規格為φ12.7mm。在臥式加工中心的工作臺旁邊安裝支架,將對刀儀安裝在支架上,這樣既能保證對刀儀在機床各軸行程范圍之內,又不會影響工件裝夾和工作臺回轉,具體安裝位置如圖1所示。

圖1 TS27R對刀儀在臥式加工中心上的安裝位置
2.2 對刀儀的安裝及線路連接
為了獲得準確的測量數據,對刀儀在安裝過程中要盡量使盤形測針的端面與臥式加工中心的XY軸平面平行。如圖2所示對刀儀的調節方式,交替調節L1和L2螺釘能夠調節測針在前后方向的水平度,交替調節L3和L4螺釘能夠調節測針在左右側方向的水平度,最后將各螺釘鎖緊,在主軸上安裝千分表,測量盤形測針端面與機床XY軸平面的平行度,保證平行度在0.003mm以內。
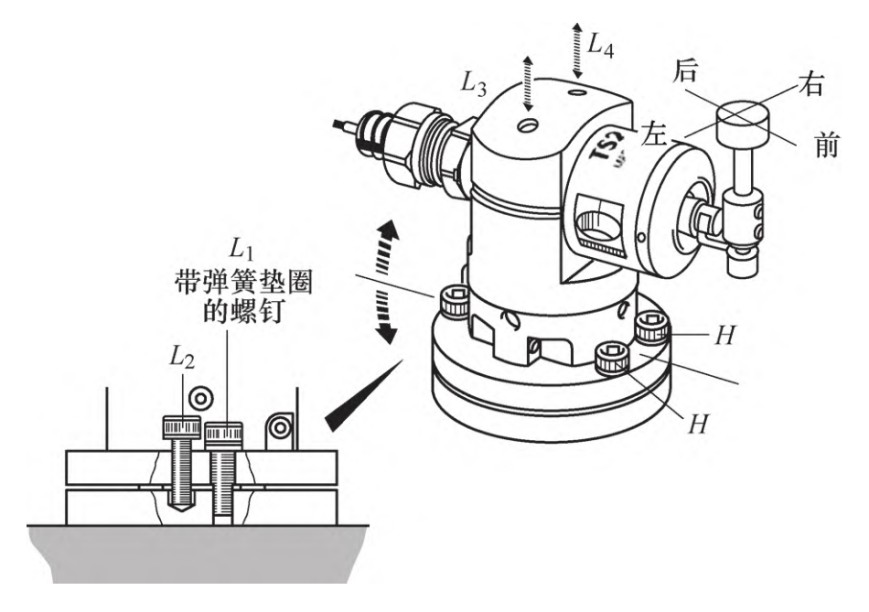
圖2 對刀儀的調節方式
連接對刀儀的線路前查閱機床電氣說明書,本文中的機床通過CB106排線連接I/O模塊及轉接板,跳轉輸入信號地址是X4.7,查找到轉接板上的對應端子并連接,注意MI8-4電路板上的0V和24V電源線也需連接到轉接板的對應端子上面。
2.3 對刀儀的標定及參數設置
TS27R對刀儀在初次使用前,需要使用基準刀具(見圖3)進行標定,測量之前先使用ZOLLER對刀儀精確測量基準刀具的刀長及直徑等參數,本例中基準刀具的刀長為336.489mm,刀具直徑為10.016mm。標定的目的是精確測量盤形測針中心的XY軸機械坐標及上端面的Z軸機械坐標數據。

圖3 標定對刀儀所用的基準刀具
接下來需要對以下參數進行設置:將參數3202的NE9位設為0,即數字9開頭的程序可以編輯;將參數6200的SKF位設為1,參數6201的SEB位設為1,參數6202的1S1位設為1,使G31跳轉代碼生效。然后將廠家提供的標準測量循環程序傳入數控機床,再將參數3202的NE9位設為1,使數字9開頭的程序進入寫保護狀態。
在手輪模式下,將基準刀具移動到對刀儀盤形測針以上10mm的位置,然后在AUTO模式下調用09070程序。
%
09070
M0
G05.1Q0
G90G80G40G49
#2297=336.489
G65P9855R10.016T97D12.7
G05.1Q1
M30
%
上述09070程序調用了09855測量子程序,#2297的數值是基準刀具的長度,R10.016是基準刀具的直徑,D12.7是盤形測針的直徑。
P9855標定程序內容(針對雷尼紹公司提供的程序進行了簡化處理,根據其測量原理編寫標定程序,便于讀者理解相關內容)。
%
09855
#1=#5021;記錄當前主軸位置的X軸機械坐標
#2=#5022;記錄當前主軸位置的Y軸機械坐標
#3=#5023;記錄當前主軸位置的Z軸機械坐標
#4=#2297;將刀具長度儲存在#4變量中
G31X[#1+[#7/2]+[#18/2]+#125]F100;沿X軸正方向移動,#125是偏移量,數值為5
G0Z[#3-15]
G31X[#1]F100;移動至圓柱中心位置,如果觸發SKIP信號,則清除余程并停止
#522=#5061;記錄觸發跳轉信號時的X軸機械坐標,并保存在#522變量中
G0X[#1+[#7/2]+[#18/2]+#125];返回X軸正方向下刀點
G0Z#3
G31X[#1-[#7/2]-[#18/2]-#125]F100;沿X軸負方向移動,#125是偏移量,數值為5
G0Z[#3-15]
G31X[#1]F100
#521=#5061;記錄觸發跳轉信號時的X軸機械坐標,并保存在#521變量中
G0X[#1-[#7/2]-[#18/2]-#125] ;返回X軸負方向下刀點
G0Z#3
G31X[#1]Y[#2+[#7/2]+[#18/2]+#125]F100;移動到Y軸正方向下刀點位置
G0Z[#3-15]
G31X[#1]Y[#2]F100;移動至圓柱中心位置,如果觸發SKIP信號,則清除余程并停止
#523=#5062;記錄觸發跳轉信號時的Y軸機械坐標,并保存在#523變量中
G0X[#1]Y[#2+[#7/2]+[#18/2]+#125]F100;返回Y軸正方向下刀點
G0Z#3
G31X[#1]Y[#2-[#7/2]-[#18/2]-#125]F100;移動到Y軸負方向下刀點位置
G0Z[#3-15]
G31X[#1]Y[#2]F100;移動至圓柱中心位置,如果觸發SKIP信號,則清除余程并停止
#524=#5062;記錄觸發跳轉信號時的Y軸機械坐標,并保存在#524變量中
G0X[#1]Y[#2-[#7/2]-[#18/2]-#125]F100;返回到Y軸負方向下刀點位置
G0Z#3
G31X[#1]Y[#2]F100;移動至圓柱中心位置
G31Z[#3-15]F100;沿著圓形測針軸線進刀,如果觸發SKIP信號,則清除余程并停止
#520=#5063;記錄觸發跳轉信號時的Z軸機械坐標,并保存在#520變量中
#520=#520-#4;此時#520的數值就是盤形測針上端面的Z軸機械坐標
G0Z#3
M99
%
執行完上述標定程序后,在M D I模式下點擊OFFSET—用戶宏程序,就能查看標定程序測量出的變量數據。
2.4 刀具破損檢測
在進行刀具破損檢測之前,先將該刀具的實際直徑及長度值,儲存在數控機床中,一般情況下,在刀具執行加工程序后進行檢測,可以在程序末尾增加以下代碼。
G91 G28 Z0
G65 P9858 T1 H0.5;在刀具中心位置測量刀長
M30
上述程序中H0.5指刀具破損判斷公差值,該程序會自動對比對刀儀測量出的刀具長度,并與寄存在系統里的刀具長度進行對比,如果超過這個公差0.5mm,則產生報警,提醒操作人員更換刀具。如果測量的是端銑刀,則需要將上述程序改為G65P9858 T1 Dd H0.5,上述Dd代表端銑刀的直徑。由于P9858子程序測量的原理與標定程序的測量原理相同,這里不再贅述。
3刀具破損檢測
上面介紹了使用雷尼紹TS27R對刀儀進行刀具破損檢測的方法,此方法操作和編程較簡單,但需要增加TS27R對刀儀等硬件設施,提高了項目實施成本。接下來介紹另外一種方法,利用FANUC數控系統自帶的主軸電動機負載監控功能,檢測刀具是否出現破損。
機床在切削過程中刀具如果出現破損,主軸電動機負載率會出現變化。主軸電動機負載率可以用PMC窗口功能將數據提取出來并寫進R地址內,這種方法要求數控機床能夠與上位機互聯互通,上位機可以通過PLC點位法采集主軸電動機負載率等數據,并進行對比分析。如果主軸電動機負載率數據異常,則發出報警,提示操作人員更換刀具。
3.1 主軸電動機負載率讀取PMC程序使用的參數地址
使用PMC窗口功能讀取當前主軸的負載量,讀取主軸電動機負載率的PMC窗口功能代碼是153,首地址為D1070,本例把最終數據賦值到R1212~R1213中,便于上位機讀取。主軸電動機負載率讀取用到的控制數據見表1。
表1 主軸電動機負載率讀取用到的控制數據

3.2 主軸電動機負載率讀取PMC程序設計
實現主軸電動機負載檢測的PMC程序如圖4所示,可以將其設計成一個子程序,在二級主程序中進行調用即可。
查閱FANUC系統PMC編程手冊,主軸電動機負載率Load(%)=(L/32767)λ,式中Load(%)是主軸電動機負載率;L是PMC窗口功能從數控系統中讀出的數值,本例中該數值被存放在D1052里面;λ是系統參數4127的數值。本例所用的機床,參數4127的數值為143(注意機床不同,該參數設置也不相同)。
由于部分工序,例如攻螺紋時主軸電動機的負載率較低,讀取出的負載率是非常小的數值,會出現R1212~R1213地址(16位二進制數據)里的數據都是0的情況,不便于上位機讀取數據,這里將主軸電動機負載率放大100倍,上位機讀取到數據后,再將其縮小100倍,這樣就能反映真實的加工情況。因此在圖6所示的PMC程序中,主軸電動機負載率按公式Load(%)=(14300L)/32767進行讀取,最終將主軸電動機負載率寫入R1212~R1213里面。

圖4 主軸電動機負載檢測PMC梯形圖
3.3 主軸電動機負載率數據顯示及相關試驗
按圖4程序修改機床上的梯形圖,使用絲錐加工M6螺紋孔,觀察其主軸電動機負載率,在M6螺紋孔加工過程中,按SYSTEM鍵,查看PMC信號狀態, 地址R1212的數據是00101101,R1213的數據是00000001,由于R1212占低八位,R1213占高八位,最終的讀數是0000000100101101,將其轉化十進制數為301。根據上文所述,為了方便上位機讀取數據,將主軸電動機負載率放大了100倍,所以M6螺紋孔加工過程中真實的主軸電動機負載率為3.01%,符合實際情況。
使用上位機讀取地址R1212~R1213的數值,將其轉化為二進制數并縮小100倍,就是真實的主軸電動機負載率。然后上位機再對主軸電動機負載率進行監控,如果發現該數值異常,就發出報警,提示操作人員更換刀具,這樣就達到了刀具破損檢測的目的。
本文案例上位機采集數據的方法是P L C點位法,這種方法的優點是不受數控系統通信協議的限制,操作較簡單,但需要使用C#等語言編寫上位機程序。
4結束語
本文針對刀具破損檢測,介紹了雷尼紹TS27R對刀儀和主軸電動機負載檢測這兩種方法,從硬件和軟件兩個方面提出了解決方案,解決了自動化生產線加工過程中刀具破損的問題,幫助讀者掌握相關技術。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















