
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















模具零件加工中測量精度提升方案和措施
1.引言
汽車覆蓋件模具具有復雜的曲面,在加工中毛坯尺寸為模具、工裝和機加工產品等的結構設計、干涉分析、材料準備、成本分析、確定加工周期等方面提供了參考作用,當毛坯的實際加工余量與理論數模存在較大差距時,加工時吃刀量的波動會引起機床振動甚至撞刀的風險。對于單件加工,程序的加工效率和安全性一直是編程人員研究的難題,加工余量的不可控使數控操作員不敢按程序加工,給操作員造成心理壓力,如何將模具零件毛坯的掃描結果進行優化,并將掃描后生成的毛坯用于VERICUT軟件仿真,對提高模具的加工效率有重要影響。
模具零件加工完成后,需采用三坐標測量儀對凸、凹模進行尺寸精度檢測,因此需要盡量降低因測量誤差對產品尺寸造成的影響,影響三坐標測量儀精度的因素除自身的制造和安裝誤差外,還有測量基準誤差、機房溫度誤差、模具零件支撐裝夾重力引起的變形誤差等。如溫度是影響測量儀精度的較大因素 ,按照標準測量室的標準溫度是(20±2℃,變化梯度為24h內不得超過1℃,尤其在季節變化時,機房的溫度與校驗時存在較大誤差,包括因光柵溫度與量塊溫度不同而造成的誤差等都需要進行補償,誤差補償是一項以較低成本大幅度提高測量精度的先進技術。對于實際生產,從經濟效益考慮,只需考慮對模具測量誤差數值影響較大和容易解決的因素。因此,從模具零件毛坯的掃描精度、加工后模具測量室的溫度控制以及裝夾支撐方面進行了精度提升,能夠提高模具的制造精度,降低開發成本。
2. 激光掃描精度提升方案和措施
2.1 激光掃描現狀分析
激光掃描設備由跟蹤器、球形掃描頭、數據處理設備組成,如圖1所示,掃描前對設備進行預熱和儀器精度校準,掃描后刪除非連接項和孤立點,進行點云網格化,最后輸出網格(STL)文件,并導入理論數據,進行擬合比對。

圖1 激光掃描設備
模具零件毛坯采用激光掃描后,當前主要有2種方法改善毛坯精度:一是采用最佳擬合功能,即軟件會基于毛坯和理論數據進行最佳擬合匹配,技術人員編程時需要將用于加工的基準值指示出來,操作者根據工藝指示進行反推基準,這種方式基準誤差大,大多無法用于高精度的加工和仿真模擬;二是在機床上對毛坯進行 X、Y、Z 方向的基準面加工,并以加工的基準進行擬合,實現毛坯擬合后的基準和加工基準一致,但由于加工的基準面尺寸為50 mm×100 mm,對于長寬 3 m 以上的大型模座,當基準塊加工的平面度誤差達到0.02 mm時,會造成模座遠端1 mm左右的相對位置誤差,使掃描的毛坯數據無法指導實際的數控編程加工。
2.2 激光掃描精度提升方法
針對上述情況,提出毛坯掃描數據的處理方法,以提高毛坯的符型匹配精度。
(1)數據的掃描與劃分最小外包絡體單元類型。先在數控機床上對模具零件 X、Y、Z 向的基準面進行加工,通過掃描得到模座的結構和型面的點云數據,然后將凸、凹模型面的點云數據進行網格化,曲面部分采用四面體單元,平面部分采用六面體單元,通過網格區分以加快數據處理效率。
(2)等分切割最小外包絡單元。假設掃描的模具某個部件的點云數據總數為N,則最小外包絡體內點云的平均密度為:
ρ=N/(xmax-xmin) (ymax-ymin) (zmax-zmin) (1)
現對包絡體進行等分切割成規則的四面體或六面體單元,其邊長為 l,假設切割的單個四面體或六面體單元內的平均點數為n,則:
![]() (2)
(2)
(3)刪除加工面輪廓附近的毛刺噪聲點云數據。由于毛坯鑄造過程中存在不同程度的缺陷,為了刪除該特征,計算2個相鄰的四面體或六面體單元點云的比值 ,其相鄰點云個數分別為 n1、n2,若n1/n2<λ,則刪除前一個單元體內的n 個點云。λ為小于1的正數,該數值是企業根據以往掃描處理總結得到的經驗值。
(4)計算單元內點云到中心點的距離 di的均值和標準差。假設掃描部件劃分的四面體或六面體單元的中心點坐標為(x0,y0,z0),如圖2所示。

圖2 六面體與四面體單元內點云到中心點的距離
單個單元體內點云個數為 n,點云到中心點的距離為di( xi,yi,zi),
![]() (3)
(3)
則該距離的均值為:
![]() (4)
(4)
該距離的標準差m 為:
 (5)
(5)
(5)點云數據的判定與處理。在該數學模型中,四面體或六面體單元內點云到中心點距離 d 服從統計學的正態分布。判定某些點云數據是否符合毛坯加工精度:
 (6)
(6)
其中,k為模具零件毛坯加工精度系數,針對汽車外覆蓋件的凸、凹模型面、基準面以及配合安裝面,k值取1≤k≤1.5,其他非重要加工面k值取1.5≤k≤2。
當計算得到的體單元內點云到中心點距離d不滿足上述范圍時,將點云數據刪除并標識在數模結構中。上述步驟中的點云數據處理采用計算機語言進行編程自動實現,最后生成 STL 格式的數據文件,得到圖3所示的高精度毛坯加工數據,在保證毛坯逆向擬合基準與加工基準一致的情況下,最高匹配精度可控制在±2.5 mm。

圖3 經匹配符型后的高精度毛坯加工數據
如果某個殘缺破面導致仿真軟件識別誤差大,不能正常仿真,需要對數據進行進一步優化,即先將理論 CAD 數據導入 GOM 軟件,建立標稱元素及坐標,再導入上述精度提升的STL數據,然后通過對齊操作,讓掃描數據關聯到標稱模型上,最后輸出帶上坐標格面進行程序仿真加工。
3. 模具零件三坐標測量精度提升措施
3.1 三坐標測量儀的溫度補償設置
模具零件加工完成后,需要采用三坐標測量儀對凸、凹模進行尺寸精度檢測,其溫度補償的設置需要重點考慮材料系數、溫度變化范圍、標定工具系數、補償方法等。如在舒適性控溫下需要開啟溫度補償設置,由于不同的工件材料隨溫度變化的熱脹冷縮系數不同,針對鋁合金、鑄鐵等需設置對應的材料系數,補償方法選擇“控制器補償軸和零件”,如圖4所示。

圖4 三坐標儀的溫度補償設置參數
當三坐標儀轉運檢測工件時,無論是恒溫方案還是舒適性控溫方案,都要采取如下控溫措施:首先減少三坐標室的打開次數,保證控溫的平穩性,將空間溫度梯度控制在1℃/m以內,將時間溫度梯度控制在1℃/h以內,同時保證溫度變化控制1℃/24h以內,以減少溫度不均衡對測量數據的影響;其次打開三坐標轉運門時,必須啟動空氣幕墻,使溫度均衡;最后對未經過三坐標室保溫的待測工件,需監測測量時和測量后的工件溫度差,如溫差超過1℃,必須采用測量時和測量后的平均溫度作為補償溫度值。
3.2 三坐標室的恒溫方案

圖5 三坐標測量室
(1)圖5所示是三坐標測量室,空調控制室內溫度在16-26℃,冬季溫度在16-22℃,夏季溫度在22-26℃。溫度在受控范圍時,可只進行通風換氣和除濕操作,換氣次數每小時不少于5次。
(2)在三坐標室外加工機床附近進行測溫,根據測得溫度,設置三坐標室內溫度;當溫度低于16℃時,按 16-22℃進行設置;當溫度高于26℃時,按22-26℃進行設置;當溫度在16-26℃時,可關閉空調控溫功能,按(1)進行操作。
(3)模具零件和沖壓零件進入控溫的三坐標室內,不再進行測量前的保溫,直接測量。
3.3 三坐標機測量平臺支撐優化設置
在采用三坐標測量儀對模具零件型面進行精度檢測過程中,由于模具零件重力原因,平板小車的剛性、平臺墊塊的位置對測量結果易造成不同程度的干擾,尤其是當多個墊塊共同作用時,墊塊與模具零件底面的接觸間隙不同,造成個別墊塊發揮不了支撐作用,可能處于懸空狀態,影響模具零件的測量精度。
為了對三坐標裝夾中的墊塊設置進行研究,選擇尺寸較大(長度達3500 mm)的1模2腔發罩內外板模具,取其一半為研究對象進行分析,墊塊的尺寸為100 mm×150mm×300mm,間距按照實際放置的1300mm進行設置。
(1)左中右支撐下的自重變形。圖6所示為左中右6點全部支撐下的模具墊塊支撐設置,通過設置不同墊塊支撐來計算模具自重引起的變形量。
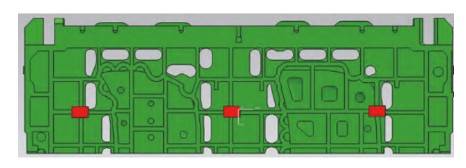
圖6 左中右支撐

圖7 左中右支撐下的變形分布
分析結果如圖7所示,由于支撐良好,最大變形在發罩外板型面的左邊,僅為0.017mm。
(1)左右4點支撐的分析。在圖6所示的模型下其邊界條件設置為左右4點支撐,此時模具中部墊塊未支撐,分析結果如圖8所示,最大變形在模具的中間,為0.038mm。此類變形造成的測量誤差較大,因此需要在裝夾過程中檢測中間部位的墊塊與模具底座的接觸狀態。
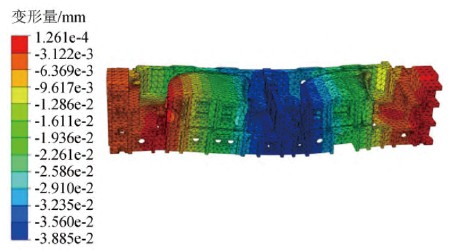
圖8 左右支撐下的變形分布
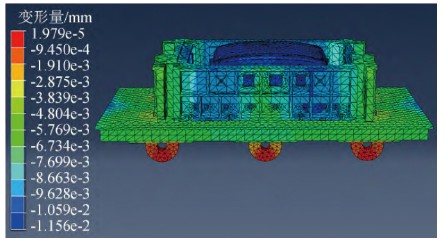
圖9 頂蓋模具支撐到測量平板小車上的變形結果
通過上述多點支撐模擬分析,根據模具零件重力、尺寸和支撐設置情況,可獲得因自重引起的變形數值,圖9所示是模具采用6點支撐到測量平板小車上的變形結果,其頂蓋下模整體因為重力變形達到了0.01mm。因此在測量過程中通過人為調整,如在墊塊附近可采用柔性鋁型材作為輔助支撐,在平板小車遠離輪軌下端增加柔性柱支撐等,能夠最大程度地消除重力引起的變形,通過降低裝夾支撐誤差來提高模具的三坐標檢測精度。
4.結束語
(1)針對激光掃描毛坯數據與編程數據不匹配的情況,采用提高毛坯符型匹配精度方法,通過其均值d和標準差 m 進行判別和處理,最高匹配精度可控制在±2.5mm。
(2)三坐標室的溫度補償設置的重點包括材料系數、溫度變化范圍、標定工具系數、補償方法等參數。
(3)1模2腔發罩內外板模具長度為3500mm,采用6點支撐的自重最大變形量為0.017mm,中部懸空的最大變形量為0.038mm,需重點關注模具底座中部與墊塊的研配貼合。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















