
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298




















-

電火花線切割機床工藝參數優化數據庫系統
電火花線切割機床、數據庫應用軟件、旋壓機、電極絲、數據庫編程語言
2015-05-25 [電火花線切割機床][數據庫應用軟件][旋壓機][電極絲][數據庫編程語言] -

精雕CNC雕刻機—在輪轂加工中的應用
臺機床、銑加工、輪轂加工。如果是首次購買精雕機,購機30天內使用不滿意者可全款退貨。為客戶進行軟件升級,提供增值服務。
-

易驅變頻器在數控機床主軸上的應用
3.0kW數控車床、 ED3000系列變頻器、數字控制機床,簡稱數控機床(NC,NumericalControl),是三十年來綜合應用集機械、電氣、液壓、氣動、微電子和信息等多項技術為一體的機電一體化產品,在機械制造設備中具有高精度、高效率、高自動化和高柔性化等優點。本文主要介紹易驅ED3000系列變頻器在數控機床上的優越性。
2015-05-22 [3.0kW數控車床][][ED3000系列變頻器]

-

如何判斷檢測機床的誤差精度
數控機床、定位精度檢測、伺服電動機、伺趿液壓馬達和步進電動機、坐標軸、 測量工具有標準轉臺、角度多面體、圓光柵及平行光管(準直儀)、
-
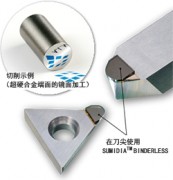
住友:金剛石超精密刀具 “BL-UPC”能對高硬度材料進行鏡面和高精度切削
CVD單晶車削刀片、BL-UPC、A.L.M.T.、SUMIDIA?BINDERLESS、開槽刀具
-
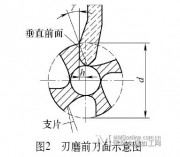
斬拌機等角螺線刃型切刀切割特性的研究
由于斬拌機采用廣島速轉切刀切碎肉料和低速肉料送進系統,切割效率高,在生產過程中具有斬切;4拌乳化等作用,近年來越來越受到人們的扉睞切刀是斬拌機
2015-05-14 [等角螺線切刀切割特性][肉餡的加工是香腸餃子包子等食品加工]

-

Vardex TMSD產品帶來經濟的深孔螺紋銑削
刀桿硬質合金直 TMSD銑刀體式刀 在Vardex產品家族中最新擴展的多齒,單刃螺紋銑削TMSD產品線進一步延伸了其在高效,經濟型深孔螺紋加工應用中的潛力。 如今TMSD所包含的經濟型的‘U’型,‘A’型和新款Mini-L型(加工最小從M14X0.5起)單刃刀片(可分別用于大小螺距)已經覆蓋了很大的加工應用范圍。、
2015-05-13 [TMSD螺紋立銑刀][刀片][刀桿硬質合金直][TMSD銑刀體式刀。] -

瓦爾特推出帶有高精度 PCD刀片的單刃粗鏜刀
在乘用車發動機制造中,輕金屬鑄件的曲軸箱和帶涂層的氣缸工作面已成為一種趨勢,目的是讓發動機更小并 最終更加環保。
2015-05-12 [][PCD][刀片的瓦爾特全新粗鏜刀] -

八個切削刃提高加工效率
Tiger·tec? (老虎刀片) 和 Tiger·tec? Silver (銀虎刀片) 切削材質
-

基于UG螺旋槽絲錐溝槽銑刀的設計
摘要:本文介紹了運用UG技術進行加工絲錐螺旋槽成形銑刀廓形的設計原理和步驟,準確地做出銑刀回轉面與絲錐螺旋槽的接觸線——空間曲線。利用這種方法,通過已知的螺旋槽絲錐端面槽形,創建絲錐溝槽3D 模型,依據包絡法加工原理設計出成形銑刀。
2015-05-11 [UG技術進行加工絲錐螺旋槽成形銑刀廓形的設計原理和步驟] -

-

螺紋表面粗糙度、螺紋牙底變形、螺紋牙底變形、螺紋亂扣、 攻螺紋時絲錐歪斜、、
立臥式車床(特別是大型立臥式車床)、龍門銑升級數控龍門銑、龍門刨升級數控龍門銑、臥式鏜銑床升級數控臥式鏜銑床、立臥式磨床升級數控磨床 數控機床技術特點有哪些。數控機床在加工精度、自動化程度、生產效率、勞動強度等諸方面都有普通機床無法比擬的優勢,但購買數控機床特別是大型數控機床費用很高,常使許多用戶望而怯步,特別是像我國這樣的發展中國家資金有限,因而,大多數機械工廠想買而又買不起數控機床。
-
-

淺析國產數控系統的開發及其在中檔加工中心上的應用
普及型中檔數控系統是我國機床市場需求的主體,也是數控機床產業結構優化的基礎。當前,國產數控系統產業面臨著十分嚴峻的形勢,國內80%以上中高檔數控系統和數控機床依賴進口,數控系統產業發展的嚴重滯后,已經成為制約我國制造業發展的瓶頸。
-

專注成就發展 技術贏得未來——埃莫克法蘭肯持續幫助客戶取得成功
埃莫克法蘭肯(EMUGE FRANKEN),這家來自德國的百年老店,用專注、專業在金屬加工領域贏得了很好的口碑,產品、技術和解決方案幫助制造業解決一個又一個難題。如今,埃莫克法蘭肯續寫著在金屬加工領域的傳奇,并用不斷推出的產品和技術持續幫助客戶取得成功。
-

四大因素影響干燥機的干燥效果
盡管塑料顆粒的干燥是一個相對簡單的過程,但是,在有些情況下,顆粒就是無法被完全地干燥。那么哪些因素會影響干燥機的干燥效果呢?接下來拓斯達科技結合經驗給大家詳細解答:干燥溫度、露點、氣流、時間
-

如何避免塑料拖鏈長距離運行時出現問題?
塑料拖鏈在長距離運行時,由于其一直在做往復運動,加上腔內電纜及自身重量,運行過程中經常會發生斷裂。如何避免塑料拖鏈長距離運行時出現問題?保證塑料拖鏈的正常使用,下面華奧塑料拖鏈專家為您介紹幾種常用方法,以便您科學的使用塑料拖鏈。
2015-04-28 [塑料拖鏈之間加裝防滑片][][塑料拖鏈上加裝支撐輪來支撐塑料拖鏈的長距離運行] -

如何正確安裝調試數控折彎機模具?
數控折彎機是屬于鍛壓機械中的一種,主要作用在金屬加工行業。數控折彎機模具是由很多的零部件構成的,因此在安裝的時候一定要檢查好設備的狀態,并且嚴格按照步驟來進行,同時在安裝調試的時候注意安全,數控折彎機模具的安裝調試過程。那么,數控折彎機模具在安裝調試過程中有哪些注意事項呢?
-

-

伊斯卡BLP高效仿形風火輪球頭銑刀
新型經濟雙面刀片帶兩個切削刃,為加工絕大多數工程材料提供了優選方案。BLR-MFW波形刃銑刀片為粗銑加工而特別設計,具有波形刃碎屑效應。另外,該銑刀還應用于大懸伸銑削及深腔銑。BLR-QCS銑刀片帶分屑槽,推薦用于半精銑加工及精銑加工。獨特設計使得銑刀片在不同定位槽實現交替安裝,完成全效率切削。
2015-03-09 [全能型240°風火輪球頭銑刀BLP系列][BLP-套式面銑刀][] -

山特維克可樂滿CoroMill 5B90—實現無毛刺穩定面銑工藝的最佳選擇
毛刺、刀具山特維克可樂滿CoroMill 5B90充分滿足了當今汽車行業對于在高壓和高溫下(如噴射系統和渦輪增壓器)采用更輕和更硬材料的需要。這款刀具的設計可提供穩定和無毛刺的加工,并具有可預測的刀具壽命和十分出色的表面質量。
2015-03-09 [CoroMill][5B90][鋁材][毛刺][刀具] -

數控車床的編程加工處理工藝
數控車床的編程加工處理工藝。1.確定工件的加工部位和具體內容確定被加工工件需在本機床上完成的工序內容及其與前后工序的聯系。 (1)工件在本工序加工之前的情況。例如鑄件、鍛件或棒料、形狀、尺寸、加工余量等。 (2)前道工序已加工部位的形狀、尺寸或本工序需要前道工序加工出的基準面、基準孔等。 (3)本工序要加工的部位和具體內容。 (4)為了便于編制工藝及程序,繪制出本工序加工前毛坯圖及本工序加工圖。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















