
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















-
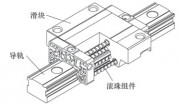
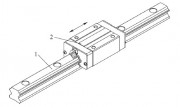
帶保持鏈滾動直線導軌副的結構設計
帶保持鏈的滾動直線導軌副具有噪聲低、高負載、自潤滑等優點。但由于增加了保持鏈的部件,滑塊整體的結構發生變化,各零件的結構及零件之間的配合好壞直接影響導軌副的運行順暢度。本文闡述了一種運行更為流暢的滾動直線導軌副的結構設計。
2026-02-02 [帶保持鏈滾動直線導軌副的結構設計] -

多邊形刀片車削技術,高效加工新突破
表面看來,刀片的幾何形狀與表面構型似乎已趨于極限,豐富多樣的刀片輪廓設計似乎接近飽和。然而,刀具制造商持不同見解——為達成技術目標的最優平衡,他們持續推出創新幾何構型的刀片設計。
2026-02-02 [多邊形刀片車削技術][高效加工新突破] -
模具零件加工中測量精度提升方案和措施
對于單件加工,程序的加工效率和安全性一直是編程人員研究的難題,加工余量的不可控使數控操作員不敢按程序加工,給操作員造成心理壓力,如何將模具零件毛坯的掃描結果進行優化,并將掃描后生成的毛坯用于VERICUT軟件仿真,對提高模具的加工效率有重要影響。
2026-01-27 [模具零件加工中測量精度提升方案和措施]

-
基于FANUC數控系統的刀具破損檢測技術
應用搬運機器人自動上料、裝夾及堆垛,可實現工件全過程自動化加工。自動化加工過程中,刀具可能會出現破損等情況,這時候就需要產線發出報警,提醒管理人員更換刀具。應用FANUC數控系統,從雷尼紹TS27R對刀儀及機床主軸電動機負載檢測兩個方面,介紹刀具破損檢測的相關技術。
2026-01-27 [基于FANUC數控系統的刀具破損檢測技術] -

友嘉實業借助雷尼紹XM-60全面征服機床空間誤差
友嘉實業對于機床精度的要求非常嚴格,采用了雷尼紹一系列的機床校準設備,包括XL-80激光干涉儀、QC20球桿儀,為其生產機床打下良好的品質與精度基礎。不僅如此,最新推出的XM-60多光束激光干涉儀,對其高端五軸機床進行綜合參數測量。
2025-12-18 [友嘉實業借助雷尼紹XM-60全面征服機床空間誤差] -
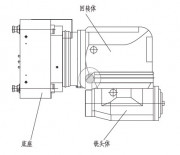
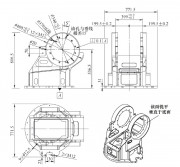
90°數控萬能銑頭回轉體的工藝性分析
回轉體外形為不規則平面,要加工出合格的產品,需鑄造出相應的工藝臺,最好采用帶數控回轉工作臺的加工中心,配備相應的進口刀具,采用一次安卡定位完成三個方向的孔、外圓及面的精密加工。
2025-11-25 [90°數控萬能銑頭回轉體的工藝性分析]

-
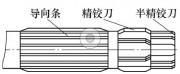
發動機凸輪軸孔的設計與加工工藝安排
本文從發動機正時傳動問題出發,介紹柴油機和轎車用汽油機正時傳動各自在設計、結構上的特點及把握工藝要點,加工方法優劣比較,可作為發動機建生產線選擇設備、刀具的參考。對目前中國轎車用動力的發展方向及趨勢作了淺釋。
2025-11-25 [發動機凸輪軸孔的設計與加工工藝安排] -

放電加工機在鋁型材行業精密模具高質量發展應用
隨著鋁型材行業的迅速發展,特別在新能源汽車的輕量化,一體化方向;建筑行業,光伏,家電家裝等有越來越多需求,同時也對品質等提出更高的要求。針對行業的高質量發展及高標準,高要求,本文從數控精密放電加工機(慢走絲)進行論述。
2025-11-18 [放電加工機在鋁型材行業精密模具高質量發展應用] -
機床熱設計與熱補償關鍵技術
機床熱誤差是影響加工精度的關鍵因素之一,通過有效的熱設計、熱控制和熱補償可以顯著提高機床的加工精度和穩定性。綜述了當前機床熱設計、熱控制與熱補償的研究進展,預測了未來技術融合和智能化的發展方向,為機床熱誤差補償設計提供參考。
2025-11-18 [機床熱設計與熱補償關鍵技術]

-

硬質合金利器的革新之路
本文展示的ISCAR整體硬質合金立銑刀新品實例,充分體現了該公司對性能、應用范圍、精度及可靠性等最新發展趨勢的響應。通過持續跟蹤這些技術趨勢,ISCAR實力雄厚的研發團隊不斷開發創新解決方案,以滿足金屬加工行業日益發展的需求。
2025-09-26 -
十字交叉滾動直線導軌副的研制
針對傳統滾動直線導軌副無法在互相垂直的兩個軸向上任意移動的問題,設計了一種全新的一體化十字交叉滾動直線導軌副,并介紹其結構設計及工藝方案。經驗證,該導軌副可在互相垂直的兩個軸向上任意移動,滿足要求。
2025-09-16 [十字交叉滾動直線導軌副的研制] -
模具高精度小孔精密加工方法
模具中φ0.4及以下的高精度型芯孔出現地越來越多,并且直徑有越來越小的趨勢,此類孔尺寸要求極嚴,材料都是難加工的模具鋼,為實現完成產品的順利交付,我們綜合現有加工條件,分別采用直接加工和間接加工兩種方法與實驗,探尋出模具小孔加工實現的可行方案。
2025-09-16 [模具高精度小孔精密加工方法] -
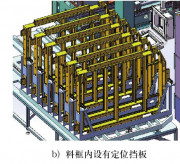
一種用于新能源電池托盤的復合加工機床
電池托盤是型材焊接件,定位基準誤差大,工件自身變形大,采用多次定位極易導致孔位偏差,因此應盡量采用一次性加工,使用該機床解決了原有單機生產多次裝夾所導致的孔位誤差問題。
2025-09-12 [一種用于新能源電池托盤的復合加工機床] -
復式組合刀具的設計及應用
針對數控車床在機械加工中存在的問題,比如工位較少不適用于多刀位加工,大批量生產中四工位自動刀架轉位故障率較高,易造成廢品及停產停機,以及維修故障時間較長等,設計開發了一種適合數控車床四工位自動刀架使用的復式組合刀具。
2025-07-22 [復式組合刀具的設計及應用] -
基于高速電主軸的實時振動監測技術應用
針對高速電主軸開發過程中存在的振動問題,開發了實時振動監測系統。通過對高速電主軸進行瞬態響應測試對比、以及切削工況試驗驗證,有效地證明了該振動測試模塊的準確性,可以應用于實際加工監測,為后續智能化高速電主軸的批量生產提供了技術支持。
2025-07-15 [基于高速電主軸的實時振動監測技術應用] -

運籌帷幄——髖關節植入物磨削
ANCA的MX7 Linear是股骨球磨削的理想磨床。它的六砂輪組更換器能讓磨削、研磨和拋光操作在一次設置中完成。此外,用于股骨球生產的配件可以很容易地切換生產其他刀具。
2025-07-14 [運籌帷幄——髖關節植入物磨削] -
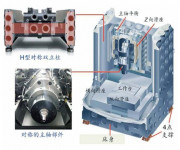
淺析DMG MORI的五軸技術
作為一種對部件進行完整加工的策略,五軸加工中心將不同的工序整合到一臺機器上,只需一人即可操作。總之,能夠減少原材料和刀具的處理以及裝夾時間,為工業制造商帶來可觀的經濟效益。
2025-07-14 [淺析DMG][MORI的五軸技術] -

全球機床產業的挑戰與機遇
本屆 CEO 論壇繼續沿用上屆主題“融合創新 數智未來”,邀請到部分國家和地區的六位機床工具行業協會相關負責人作為演講嘉賓,從不同角度深刻剖析了所在地機床工具產業運行情況、市場需求變化情況及技術發展趨勢。
2025-07-11 [2025機床制造業CEO論壇發言集錦] -
工業機器人視覺引導系統的開發與實驗分析
文章通過探討工業機器人視覺引導系統的開發過程,介紹系統的硬件組件、軟件模塊,深入分析系統開發中的關鍵技術,如圖像處理、物體識別、機器人控制算法等,結合實驗設計,搭建實驗環境,收集并分析實驗數據,評估系統的性能,并基于實驗結果,提出系統性能優化建議。
2025-05-23 -

以車代磨為模具行業帶來新技術變革
擁有一種靈活的加工方法,如以車代磨加工,能夠生產出高質量的硬質合金模具,并達到磨削質量。尤其在小批量生產中,以車代磨工藝,輪廓復雜的零件更易生產,換型時間快,調整時間短,這意味著成本更低,錯誤更少,交付周期更短。
2025-05-23 [以車代磨為模具行業帶來新技術變革] -

雷尼紹激光校準儀為超長行程機床鑄件提供精準量測方案
在引入XK10校準儀后,太標數控的整體生產檢測效率提高了一倍以上。以橫梁鑄件測量為例,以往他們需要使用磨床進行測量,這不僅效率低,而且還需要三名人員同時進行。改用XK10校準儀后,一名員工就可以輕松把工作完成,同時也可以根據系統生成的圖表來調整“中凸”直線度參數。
2025-04-10 [雷尼紹激光校準儀為超長行程機床鑄件提供精準量測方案] -
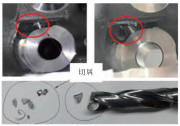
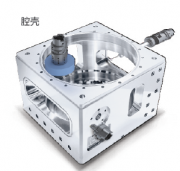
缸蓋回油孔高效斷屑刀具的設計及運用
針對缸蓋回油孔加工切屑易卡在缸蓋腔體縫隙中的問題,創新性設計了一種高效斷屑刀具。通過取消原有刀具上多余的內冷孔、優化端面切削刃形式和刃口上開分屑槽及斷屑槽等措施,將原先“鉆—鏜”兩個工步合并為一個工步,減少加工過程中的換刀時間,提升加工效率,并使得切屑變得更細小,減少了卡屑風險。
2025-03-14 -
工業機器人旋轉底座機械加工工藝設計
主要闡述工業機器人旋轉底座機械加工工藝設計問題,包括分析工業機器人旋轉底座零件圖樣,了解旋轉底座的結構、尺寸要求,選擇合適的毛坯材料,確定零件合理的加工余量和毛坯尺寸;選擇旋轉底座的定位基準和表面加工方法,確定旋轉底座機械加工工藝路線和工序尺寸;選擇合適的加工設備和加工刀具進行零件加工。
2025-03-14 [工業機器人旋轉底座機械加工工藝設計] -
降低大直徑內孔銑削圓度誤差的編程方法
以加工某3.0MW風力發電機組輪轂主軸內孔止口φ1520H7+0.125 0mm為例,介紹了一種銑削大直徑內孔時降低圓度誤差的一種新思路、新方法,利用雙刀補結合微分思路,分段進行修正,完成整圓加工。
2025-03-12 [降低大直徑內孔銑削圓度誤差的編程方法] -
數控車床雙工序加工夾具設計應用及找正方法
設計了一種用于數控車床加工臺階孔,或具有內槽的孔加工,該種孔一般偏離零件的中心位置。本夾具可以同時加工零件上的兩個位置的孔,也可以實現單獨加工,適合批量及研發試制產品的生產加工。
2025-03-12 [數控車床雙工序加工夾具設計應用及找正方法]

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















